Die Elektrode ist ein wichtiger Bestandteil beim orbitalen WIG-Schweißen. Es gibt verschiedene Elektrodentypen zum WIG-Orbitalschweißen . Sie erlaubt es, einen Lichtbogen zu zünden und die Qualität der Schweißung steht im direkten Zusammenhang mit der Geometrie der Elektrode. Hier finden Sie 6 wichtige Parameter die Ihnen erlauben, die perfekte Elektrodengeometrie beim WIG-Orbitalschweißen zu erreichen.
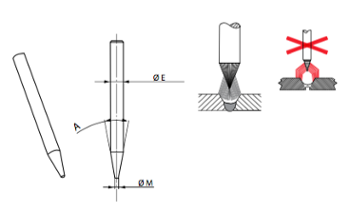
#1 Abstandslänge der Elektrode (Stick out) :

Wenn die Abstandslänge der Elektrode zu groß ist, so wird die Lichtbogenkonzentration annulliert, der Schutz der Elektrode und des Schweißbads werden ineffizient. Wenn die Abstandslänge jedoch zu klein ist, wird der Lichtbogen unterdrückt und die Keramikdüse erhitzt.
Zu beachten:
Hier eine theoretische Formel, die Sie anwenden können, falls die Tiefe der Fase es erlaubt : Die Abstandslänge sollte 2 oder 3-mal so groß sein wie der Durchmesser der Elektrode.
#2 Einfluss des Anschleifwinkels
Dies ist der Parameter, der den größten Einfluss auf das Lichtbogenverhalten hat und somit der Geometrie der Schweißnaht. Dieser Parameter ist ein fester Bestandteil der Schweißanweisung.

Der Winkel hat einen direkten Einfluss auf die Eindringbreite.
Vereinfacht kann gesagt werden, dass ein Winkel um die 10° den Lichtbogen ausdehnen wird (hohe Lichtbogenspannung), einen kegelförmigen Lichtbogen bildet, wenn gegen ein Winkel von etwa 45° einen mehr zylinderförmigen Lichtbogen bildet (reduzierte Lichtbogenspannung). Der Einfluss auf den Schleifwinkel wird besonders groß beim Schweißen mit über 50 Ampere.
#3 Seitliche Fläche der Elektrode
Die seitliche Fläche an der Elektrodenspitze ist von größter Wichtigkeit, ihre Form hängt von der benutzen Stromversorgung ab. Eine spitz geschliffene Elektrode erlaubt eine einfache Zündung des Lichtbogens, aber sie nutzt sich schnell ab und es können beim Schweißen Wolfram-Ausschüsse gebildet werden.
Eine flach zugespitzte Elektrode verlängert die Lebensdauer. Sollte die Fläche jedoch in Hinblick auf den benutzten Schweißstrom zu flach sein, so wird der Lichtbogen instabil und schwer zu kontrollieren. Eine korrekte Vorbereitung ist hier wichtig, um eine stabile Lichtbogenqualität sowie eine gute Elektronenübertragung, eine korrekte Lebensdauer und keine Wolframausschüsse zu erreichen.
| Rohrdicke in mm | Stromstärke in Ampere | Abstand Rohr-Elektrode in mm | Seitliche Fläche in mm |
| < 0,5 | < 20 | 0,5 bis 0,7 | 0,10 |
| 0,5 bis 1 | 20 bis 40 | 0,8 bis 1,2 | 0,25 |
| 1,1 bis 2 | 40 bis 80 | 1,2 bis 1,5 | 0;50 |
| 2 bis 3 | 80 bis 120 | 1,5 bis 2 | 0,75 |
| > 3 | > 120 | > 2 | 1 |
Zu beachten :
Für Rohre Ø > 50 mm ist die Rundlaufgenauigkeit weniger offensichtlich, daher wird dazu geraten, die oben genannten Werte zu erhöhen um einen Kontakt zwischen dem Rohr und der Elektrode zu vermeiden. Bei Benutzung von Zusatzdraht müssen 0,5 bis 1,5 mm zusätzlich berechnet werden, je nach Durchmesser und der Geschwindigkeit der Drahtzufuhr.
#4 Abstand Rohr-Elektrode
Dieser Abstand ist ebenfalls ein sehr wichtiges Element, da er einen direkten Einfluss auf die Breite der Schweißnaht hat und zwar durch die Erhöhung der Lichtbogenspannung und zudem auf das Verhältnis zwischen der inneren und äußeren Schweißnaht.
Bitte die oben stehende Tabelle beachten
#5 Schleif-Drehrichtung der Elektrode
Das Schleifen der Elektrode erfolgt immer in Längsrichtung der Elektrode um eine optimale Lichtbogenstabilität zu gewähren. Die Elektrode wird dann poliert um ihre Lebensdauer zu verlängern.
Von einem zur Achse senkrechten Schleifen wird abgeraten, da ein unstabiler Lichtbogen gebildet wird mit wechselnden Schweißergebnissen.
#6 Lebensdauer der Elektrode
Obwohl man sagt, dass eine Wolframelektrode unschmelzbar ist, ist die Lebensdauer nicht ewig und steht im direkten Zusammenhang mit den Nutzungsbedingungen.
Für eine optimale Lebensdauer sollten folgende Ratschläge berücksichtigt werden :
- Art der Wolfram-Elektrode : angepasst an den benutzten Schweißstrom und das Material
- Der Durchmesser, sowie die flache Spitze der Elektrode müssen dem verwendeten Schweißstrom angepasst sein
- Zeiteinhaltung für Vor- und Nachstrom, sowie eine korrekte Gaszufuhr und Berücksichtigung des Reinheitsindex
- Gründliche Reinigung der zu schweißenden Teile (kein Öl, Fett, Oxyde, Farbreste, usw).
Die Elektrode muss ausgetauscht werden sobald die Spitze oxidiert, oder verformt, gebrochen oder zu gerundet ist.
Die ersten Anzeichen einer abgenutzten Wolfram-Elektrode werden bemerkt, sobald der Lichtbogen Schwierigkeiten bei der Zündung hat, der Lichtbogen instabil wird, die Lichtbogensäule verschwimmt, die Bildung eines Parasitenlichtbogens sichbar wird, usw.
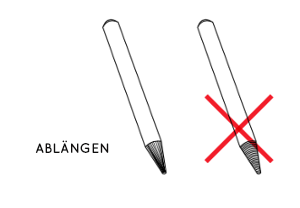
VORSICHT :
Eine Elektrode darf NIE mit einer Schneidzange zugeschnitten werden.
Eine Elektrode muss immer parallel zu ihrer Achse geschliffen werden.
Um mehr über die Elektrode beim WIG-Schweißen und das WIG-Orbitalschweißen zu erfahren rate ich Ihnen zum Herunterladen dieses Handbuchs!


