Das Gas schützt das Schweißbad sowie das Metall, das in den Lichtbogen gefügt wird, vor der Umgebungsluft.
Nachdem wir im Detail die Rolle der Gase beim WIG-Orbitalschweißen erklärt haben lernen Sie heute welche Gase am häufigsten benutzt werden.
6 verschiedene Gase werden beim Schweißen benutzt - entweder pur oder gemischt.
Argon, Kohlendioxid, Helium, Sauerstoff, Wasserstoff und Stickstoff.

#1 ARGON
Ein monomolekulares, schweres, neutrales, farbloses und geruchloses Schutzgas, das auch in der Umgebungsluft vorhanden ist. Seine Dichte ist leicht höher als die der Luft (d=1,6g/L). In Europa ist das Argon das meist benutzte Gas beim WIG-Schweißen.
Aufgrund seiner chemischen Inertie und seiner Dicke ist das Argon das wirksamste Gas für den Schutz des Schweißbads und der Elektrode. Die Ionisierung erfolgt problemlos (16eV) und verändert kaum die Spannung des Lichtbogens.
Lernen Sie mehr über den Einfluss der Schutzgase beim WIG Orbitalschweißen
#2 HELIUM
Ein monomolekulares, schweres, neutrales, farbloses und geruchloses Schutzgas, das leichter als die Luft ist (d= 0,166 g/L). Dieses Gas wird besonders in den USA eingesetzt, es ist in Europa jedoch teuer. Wenn ein Lichtbogen unter Helium gezündet wird, erreicht dieser höhere Temperaturen als bei der Benutzung von Argon, was sich wiederum positiv auf die Schweißgeschwindigkeit auswirkt. Weitere Vorteile liegen in der Verbesserung der Eindringtiefe und einer Reduzierung der Porosität der Schweißnaht, insbesondere bei Aluminiumlegierungen und Kupfer. Dieses Gas hat aber auch seine Nachteile: es ist leicht ionisierbar (25eV) und durch seine schwache Dichte muss jeglicher Luftstrom oder Wärmekonvektion vermieden werden.
#3 WASSERSTOFF
Dieses Reduktionsgas wird nie in seinem reinen Zustand benutzt. Wasserstoff ist ein Zusatzgas um als Binärgas oder Ternärgas mit dem Argon und Helium beim Vorgasströmen zu fungieren oder mit Stickstoff zum Nachgasströmen (Duplex, BN2). Wasserstoff erhöht die Lichtbogenspannung und die Wärmezufuhr und ermöglicht somit einen Anstieg der Schweißgeschwindigkeit und der Eindringungswerte. Dieses Gas ist ein ideales Zusatzgas wenn nur eine Schweißlage benötigt wird. Man muss es jedoch bei manchen Stählen mit Vorsicht benutzen um Kaltrisse zu vermeiden. Von der Verwendung von Wasserstoff beim Schweißen von martensitischen oder ferritischen Stählen sowie von Aluminium und Kupfer muss abgeraten werden da sich Blasen in der Schweißnaht bilden können.
#4 STICKSTOFF
Dieses zweiatomische Gas ist träge, geruchs- und farblos und bildet zu etwa 4/5 den Anteil der Umgebungsluft. Dieses Gas wird häufig zum Strömen von Nachgas eingesetzt da es preisgünstig ist. Es hat einen positiven Einfluss auf bestimmte Stähle wie Duplex, Superduplex, und BN2. Stickstoff wird ebenfalls zum Schweißen von Kupferlegierungen zum Vorströmen empfohlen da es mehr Energie als Argon oder Helium weiterleiten kann. Aber es wird hauptsächlich zum Nachströmen eingesetzt, da es im Vergleich zu den anderen Gasen günstig ist. Dieses instabile Gas kann die Stabilität des Lichtbogens beeinträchtigen und einen erhöhten Verschleiß der Elektrode verursachen.
Lichtbogenspannung je nach benutztem Gas
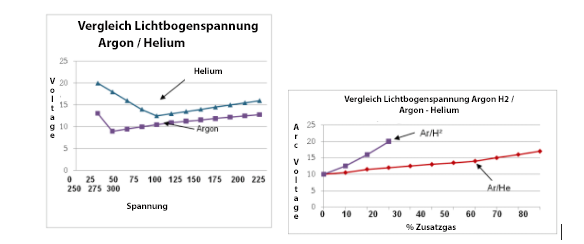
ANMERKUNG: Zum Vorströmen beim WIG-Orbitalschweißen wird der Prozentsatz an Wasserstoff bei einer Mischung mit Argon auf 5 % oder maximal 8% beschränkt. Oberhalb der Grenze von 8% würde eine Explosionsgefahr bestehen .
Gasgemische
Die Gaslieferanten bieten immer weitere Mischungen mit den Varianten Argon/Wasserstoff, Argot/Helium/Wasserstoff, Strickstoff/Wasserstoff und viele mehr an.
Lesen Sie aufmerksam alle Informationen, Ratschläge und Dokumentationen, die die Lieferanten Ihnen zur Verfügung stellen.
Die Gase im Vergleich
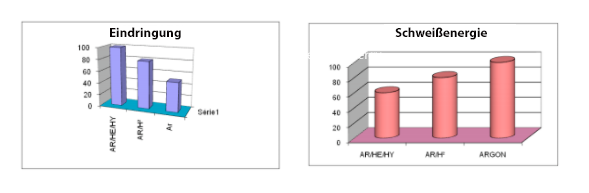
Die Art des Gases hat einen direkten Einfluss auf die Schweißwerte in Hinsicht auf die Eindringung, die Schweißgeschwindigkeit sowie die thermische Energie, die dem Werkstück zugeführt wird. Die in den folgenden Tabellen angegebenen Werte sind als Richtwerte zu sehen. Dieser Vergleich wurde mit einem 304L Edelstahl mit einer konstanten Schweißgeschwindigkeit durchgeführt.
Die Art des Gases übt einen direkten Einfluss auf die zu schweißende Materie aus. Das Gasgemisch Argon/Wasserstoff/Helium zeigt hier Vorteile in Punkto Produktivität aber es ist nicht so vielfältig einzusetzen wie Argon oder Helium und es kann nicht für alle zu schweißenden Materialien benutzt werden.
Produktivitätsvergleich bei verschiedenen Gasen
Bedeutung der Dichte der Gase im Vergleich zur Umluft
Von den am häufigsten benutzten Gasen bilden die schweren Gase wie Argon und Kohlendioxid eine deckende Fläche über dem Schweißbad im Gegensatz zum Helium, Stickstoff und Wasserstoff die dazu neigen, Wirbel um die Düse herum zu formen. Aus diesem Grund darf die Heliumzufuhr nicht höher liegen als die des Argons.

Kompatibilität der Gase beim Vorströmen
Die folgenden Tabellen zeigen die Kompatibilität der Gase unter Berücksichtigung der zu schweißenden Metalle beim WIG-Orbitalschweißen sowie die verschiedenen Gasmischungen, die als Schutzgas benutzt werden können.
Kompatibilität der Gase beim Vorströmen
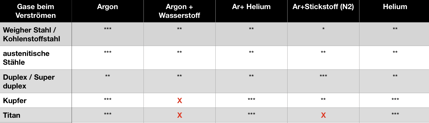
*** empfohlen
** möglich
* nicht empfohlen
X forbidden
Die verschiedenen Mischungen die als Schutzgas verwendet werden
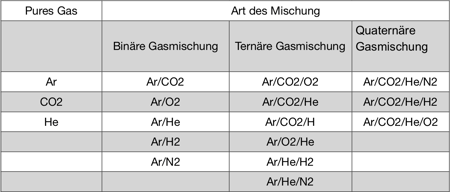
Die Norm EN 439 gibt Größenordnungen an, mit welchen Mengen die Gase gemischt werden können, wohlwissend dass jeder Gaslieferant seine eigenen Mischungen anbietet.
Fazit:
Mann kann selbst beim orbitalen WIG-Schweißen die Produktivität noch weiter erhöhen indem man die richtigen Schutzgase verwendet. Lernen Sie mehr über das orbitale WIG-Schweißen in unserem kostenlosen Ratgeber !


