#1 Dépassement de l'électrode :
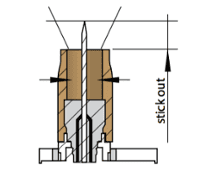
Si le dépassement de l'électrode est trop long, l'effet de concentration de l'arc est annulé, la protection de l'électrode et du bain de fusion devient inefficace. D'autre part, si le dépassement est trop court, l'arc sera étouffé et la buse en céramique chauffera.
À noter :
La formule théorique – si la profondeur de la gorge le permet – le dépassement doit mesurer 2 à 3 fois le diamètre de l'électrode.
")