Pour obtenir une soudure de haute qualité, la préparation du tube est essentielle. Plusieurs étapes doivent être respectées avant le soudage, et la préparation du chanfrein est la plus cruciale. Un chanfrein de haute qualité garantit une soudure propre et parfaite. Il existe deux méthodes pour préparer un chanfrein.
- Chanfrein en J sans lamage : idéal pour les tubes dont l'épaisseur de paroi est comprise entre 3 et 10 mm
- Chanfrein en J avec lamage pour les tubes dont l'épaisseur de paroi est supérieure à 10 mm. Lorsque l'épaisseur de paroi dépasse 3 mm, le bain de fusion devient trop important pour permettre de contrôler son comportement géométrique. Dans ce cas, un chanfrein en J est nécessaire afin d'obtenir des épaisseurs de paroi pouvant être soudées facilement. Un fil d'apport sera nécessaire pour combler la rainure.
# Chanfreinage sans lamage
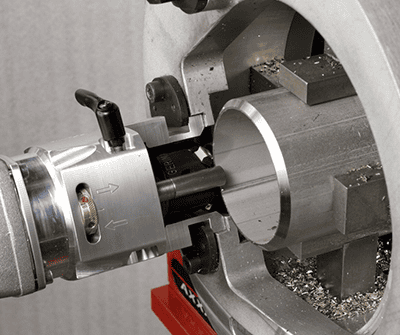
Différents machines peuvent être utilisées pour réaliser un chanfrein : du tour traditionnel aux appareils de chanfreinage portables. Tous ces appareils permettent de réaliser un chanfrein arrondi au niveau du bord du tuyau. Cependant, étant donné qu’aucun tuyau n’est parfaitement rond, cette opération pose un problème majeur : la surface d’appui ne sera pas régulière en raison de l’ovalité du tuyau et des variations d’épaisseur sur sa circonférence.
Moyens techniques de compensation :
- Cet usinage peut être réalisé en suivant le profil extérieur. Au cours de ce processus, l'outil enlève le métal tout en épousant la géométrie extérieure du tuyau. Toutefois, l'uniformité de la surface usinée dépend de l'uniformité de l'épaisseur de la paroi.
- Usinage avec suivi du diamètre intérieur du tube : ce type d'usinage permet non seulement de pallier le problème d'un tube potentiellement ovalisé, mais aussi celui des variations d'épaisseur de paroi. Ce procédé garantit une surface d'appui régulière au niveau du bord du tube. Toutefois, cette solution n'est envisageable que pour les tubes de plus de 4 pouces (114,3 mm) et nécessite l'utilisation d'un équipement mécanique pour suivre le profil interne du tube.
Cette préparation sans lamage permettra d'obtenir une bonne surface d'appui, mais ne résout pas le problème de l'ovale du tube, qui peut être plus ou moins important.
Dès que vous alignez le tube, vous remarquerez un décalage au niveau du rebord (haut-bas). Ce décalage doit être corrigé à l'aide d'outils d'alignement permettant à l'opérateur de positionner correctement le rebord, sans décalage. Idéalement, un outil rond est placé dans le profil intérieur du tube afin de positionner correctement les pièces. Ces outils existent sur le marché, mais ils sont très coûteux et peuvent s'avérer difficiles à utiliser.
# Chanfreinage avec lamage
Ce type de préparation – le cas échéant – constitue le processus idéal. « Le cas échéant » est l’expression clé à retenir. Il faut calculer le diamètre intérieur et l’épaisseur de paroi. Un lamage est autorisé si tous ces éléments sont vérifiés. Lors d’un lamage, le diamètre intérieur du tube est fraisé et ainsi calibré. Le tube sera parfaitement rond. Ce type d’outil est utilisé avec un réglage continu de 2 à 4° afin d’éviter tout point de rupture.
Grâce à ce procédé, toutes les surfaces des tubes sont calibrées et le rebord est parfaitement façonné (sans contrôle de profil). Les pièces seront parfaitement alignées.
Dans les deux cas, lorsque vous effectuez une soudure sur un tuyau, cela implique un soudage en plusieurs passes, ce qui nécessite l'utilisation d'un fil d'apport. Cela modifiera votre procédure de soudage, car vous aurez probablement besoin d'une fonction d'oscillation et du contrôle de tension d'arc (AVC).
Le soudage orbital est un procédé automatisé. Il n'est pas possible de réaliser une simple rainure en V avec un jeu de 2 ou 3 mm, ni une rainure en V avec une arête, ni même une rainure en V avec une arête et sans jeu.
")