Il est primordial de souligner que la préparation des tubes est essentielle pour obtenir une soudure de qualité. Il en va de même pour le soudage tube sur plaque tubulaire, il est donc très important de ne pas négliger cette étape.
Il existe trois phases dans le processus de soudage des tubes sur les plaques tubulaires où des problèmes peuvent survenir :
- La préparation des tubes
- La préparation de la plaque tubulaire
- La connexion entre le tube et la plaque tubulaire : position de soudage et dudgeonnage des tubes (dans cet ordre)
Tout comme avec l'approche classique du travail des tubes – préparation d'abord, soudage ensuite – le monde des échangeurs crée souvent des situations plus complexes.
La préparation des tubes
La coupe :
La préparation est une étape essentielle, car elle facilite les opérations suivantes. Elle est même obligatoire si l'on souhaite reproduire la qualité des assemblages. La coupe doit être parfaitement perpendiculaire et sans bavures, car l'étape suivante exige que le tube traverse la plaque tubulaire. Une coupe orbitale est fortement recommandée dans ce cas, surtout s'il n'y a pas besoin d'ajuster la longueur des tubes.
La qualité des tubes, les tolérances d'ovalisation et la variation des épaisseurs sont évidemment aussi d'une importance majeure.
Si un ajustement de la longueur est nécessaire, la coupe orbitale des tubes est toujours recommandée pour la qualité « sans bavure » afin de garantir un passage facile des tubes à travers la plaque tubulaire.
Surplus de longueur ou dressage :
Dans ce cas, une fois que le tube a traversé la plaque tubulaire, on utilise une machine à équerrer dotée d'une pince interne pour ramener à plusieurs reprises le débord de la plaque tubulaire à la valeur souhaitée. En effet, sur de grandes longueurs, un positionnement précis peut s'avérer difficile.
La préparation de la plaque tubulaire
Les plaques tubulaires sont usinées et les trous sont donc très précis. L'extrémité du trou peut être chanfreinée avant le soudage pour assurer une connexion plus solide dans des circonstances extrêmes (température-pression). Dans de tels cas, le soudage sera réalisé avec du fil d'apport et nécessitera une approche multi-passes.
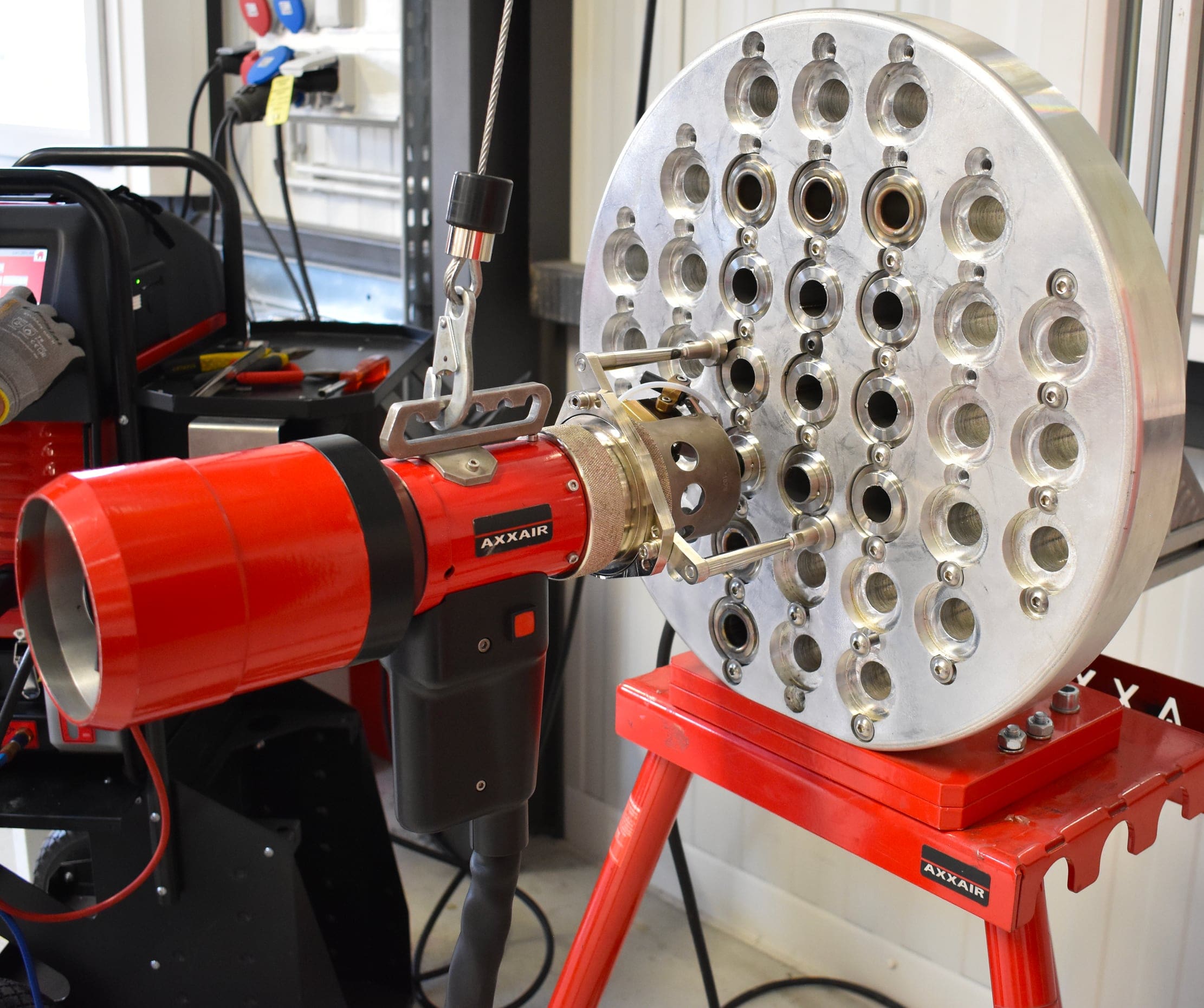
Le positionnement des tubes dans la plaque tubulaire
Selon les exigences des applications, le positionnement diffère. Les types possibles sont illustrés ci-dessous :





 Dudgeonnage :
Dudgeonnage :