Выбор электрода для орбитальной TIG-сварки требует взвешенного решения. Среди всех параметров, имеющих значение для орбитальной TIG-сварки, можно выделить три критерия, которые помогут правильно выбрать тип электродов.
Критерий 1: Выбор материала
На рынке представлены электроды из различного материала:

Выбор зависит от того, какой тип сварочного тока используется – переменный или постоянный. Переменный ток (AC) используется главным образом для сварки алюминия. Полярность между трубой (массой) и электродом периодически меняется, из-за чего происходит возвратно-поступательное движение электронов между трубой и электродом. Это, в свою очередь, приводит к разрушению слоя оксида алюминия, который оказывает сопротивление и мешает плавлению.
Наиболее часто применяется постоянный ток (DC), его используют все наши сварочные генераторы. Полярность фиксирована, обычно труба (масса) имеет положительный заряд, а электрод – отрицательный. Труба притягивает электроны, и они перемещаются от электрода к трубе. Эта технология используется для большинства свариваемых металлов.
Некоторые аппараты (AC/DC) могут работать с токами обоих типов.
Таким образом, материал электрода выбирается в зависимости от используемого тока.

Критерий 2: Диаметр, длина и размер электрода
Размер электрода зависит главным образом от сварочного оборудования. Ручная горелка имеет длину 100 или 200, ее следует постепенно подрезать и затачивать.
Ниже представлено несколько размеров электродов в зависимости от сварочного аппарата:
Закрытые сварочные головки (SATFX) и Microfit (SXMF): в зависимости от диаметра свариваемой трубы и категории сварочной головки.
Для ручных горелок (SATM), открытые сварочные горелки (SATO), сборные элементы (SX): только 50 мм с длинной форсункой и 22 мм с короткой форсункой.
Диаметр зависит от сварочного тока.
До 100 ампер мы можем проводить сварку с диаметром 1,6 мм: если взять больший диаметр, появится риск повреждения острия электрода и попадания вольфрама в зону плавления, а это уже серьезный дефект.
Диаметр 2,4 мм можно использовать от 80 ампер: ниже этого значения дуга будет нестабильна, потому что у нее будет «слишком много места», и она не попадет в каналы.
Более подробную информацию см. в стандарте ISO 6848.
Стандартная длина находится в пределах от 100 до 200 мм, а диаметры вольфрамовых электродов находятся в пределах от 0,25 до 10 мм (0,010-0,250 дюймов).
Компания AXXAIR поставляет предварительно заточенные и предварительно подрезанные электроды длиной 50 мм для открытых головок и 15-59,5 мм для закрытых головок. Также мы работаем с тремя диаметрами: 1 для закрытой головки Microfit (SXMF), 1,6 и 2,4 для открытых головок (SATO), закрытые головки (SATF), сборные элементы (SX), ручная горелка (SATM) и трубные доски (SATP).
Диаметр электрода/допустимый ток
Пример диапазона силы тока в зависимости от диаметра электрода:
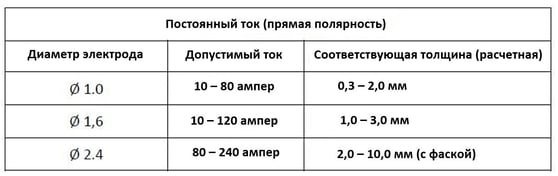
Выбор вольфрамового электрода зависит одновременно от базового оборудования, типа тока и потребления энергии при сварке.
Критерий 3: Геометрия и состояние поверхности электродов
Иногда при покупке вольфрамовых электродов выбор определяется ценой.
Этим параметром часто пренебрегают, тогда как он является основным элементом в технологии орбитальной TIG-сварки для обеспечения повторяемости процесса.
Обычно пользователи автоматизированной TIG-системы предпочитают следующие типы электродов.
- Электроды, заточенные в направлении оси: борозды должны быть продольными, чтобы не допустить подвижности электрической дуги и отрыва частиц вольфрама. Заточка будет идеальной, если она выполняется параллельно продольной оси электрода. Также заточка должна обеспечить хорошее состояние поверхности с максимальной шероховатостью RA 0,8.
- Чистые электроды, отсутствие загрязнений на поверхности. Согласно стандарту ISO 6848: «Поверхность электродов должна быть лишена примесей, нежелательных пленок, включений инородных тел, блеска, трещин, окалин и прочих дефектов. Корпус электродов не должен содержать инородных включений или других дефектов, которые могут негативно сказаться на использовании электрода». Если электрод окислен, потемнел или посинел, он уже не сможет обеспечить сварку надлежащего качества. Такой электрод считается загрязненным, и он может загрязнить зону плавления. Он загрязняется, например, в том случае, если сварка началась в отсутствии газа, или если газ был загрязнен, если на электроде имеются налипшие частицы из зоны плавления, либо если электрод прикоснулся к ней во время сварки. Такой электрод нужно заменить, заточка уже бесполезна.
Эти условия обеспечивают лучшую электропроводность между электродом и электрододержателем и оптимальный перенос электрической дуги.


