Учет положения при сварке имеет первостепенное значение, так как сварочная ванна всегда притягивается вниз по закону гравитационного притяжения. При орбитальной сварке электрод делает полный оборот вокруг трубы ... поэтому учитываются все положения.
При орбитальной сварке работы выполняются в основном в стыковом (BW) режиме, то есть в режиме «труба-труба». Это положение сварки часто может составлять до 80% сварных швов. С другой стороны, встречаются также сварные швы типа «труба к доске», особенно в случае теплообменников. Часто эти сварные швы легко выполняются с помощью соответствующего оборудования. Но когда дело касается угловых швов (FW), необходимы дополнительные углубленные знания.
Какие бывают различные положения при сварке?
Положения при сварке регламентированы стандартом EN ISO 6947: 2011. Основные положения обозначены буквами. В данном случае речь идет о положении электрода который вращается вокруг трубы.

ОБОЗНАЧЕНИЕ ПОЛОЖЕНИЙ СВАРКИ:
- PA: положение нижнее
- BP: положение нижнее под углом
- PC: положение горизонтальное
- PD: положение потолочное под углом
- PE: положение потолочное
- PF: положение вертикальное снизу вверх
- PG: положение вертикальное сверху вниз
Кроме этой конфигурации, необходимо также учитывать расположение свариваемых деталей. При орбитальной сварке мы часто получаем положение PK для сварки трубы с трубой или трубы с доской.
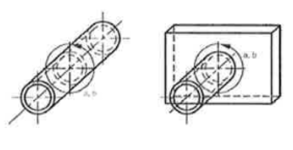
А угловые швы?
Рассмотрим две детали в разных положениях. Первая сложность при угловой сварке под углом - это способность управлять геометрией сварочной ванны с точки зрения размягчения, особенно если детали имеют различные толщины. У вас не может быть большой ванны, когда толщина детали небольшая . Положение электрода играет важную роль и учитывается при программировании DMOS (Описания технологии сварки).
По сравнению со сваркой стык-в-стык, где регулируется около 12 параметров, для угловой сварки может легко потребоваться 15 параметров. В основном это связано с тем, что необходимо регулировать параметры присадочного металла в различных аспектах: тип проволоки, скорость подачи проволоки и угол наклона электрода.
Следует помнить, что при угловой сварке площадь нагрева больше, чем при сварке стык-в-стык. В этом случае необходима сила тока, превышающая номинальное значение на 25%.
Наш совет:
Важно правильно расположить горелку и присадочную проволоку, чтобы защитный газ мог легко поступать к сварочной ванне. В идеальном случае наконечник горелки должен быть немного заужен, а длина проволоки не должна быть слишком длинной или слишком короткой. Если присадочная проволока слишком длинная, газ не подойдет достаточно близко к ванне. Шов становится неровным, потому что присадочный материал недостаточно глубоко проникает в материал из-за недостаточного нагрева.
Навыки программирования угловой сварки требуют наличия опыта сварщика. Именно благодаря этому типу деятельности программирование становится увлекательным и радует многих сварщиков!


