Электрод является основным элементом для орбитальной TIG-сварки. Именно электрод обеспечивает электрическую дугу, и качество сварки непосредственно зависит от его геометрии.
6 параметров, которые следует учитывать для соблюдения геометрии электрода при орбитальной TIG-сварке!
№1 Длина вылета электрода (Stick out):
При очень большой длине вылета электрода эффект концентрации дуги не срабатывает, защита электрода и сварочной ванны станов
 ится неэффективной.
ится неэффективной.
Если же длина вылета слишком мала, дуга затухнет, а керамическая форсунка перегреется.
Следует отметить:
Теоретически, когда глубина фасок это позволяет, длина вылета должна быть в 2 или 3 раза больше диаметра электрода.
№2 Влияние угла заточки
Это параметр, имеющий наибольшее влияние на характеристики дуги и геометрию шва. Поэтому он должен стать неотъемлемой частью процедуры сварки.
Этот угол влияет непосредственно на ширину проникновения.
Если представить схематично, то с углом около 10° дуга имеет тенденцию к расширению (повышенное напряжение дуги), колонна дуги имеет форму конуса, а с углом около 45° колонна дуги становится более «цилиндрической» (напряжение дуги снижено). Влияние угла заточки становится заметным при превышении 50 ампер.
Влияние угла заточки становится заметным при превышении 50 ампер.

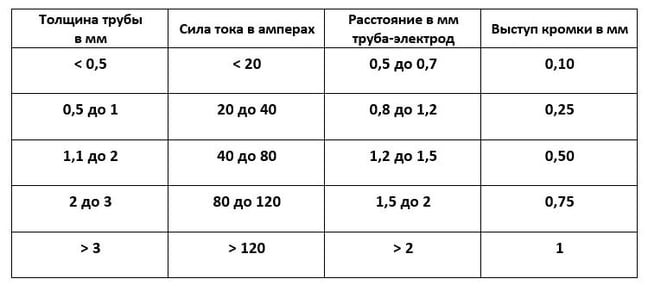
№3 Выступ кромки электрода
Отметим важность выступа кромки на краю электрода, который определяется в зависимости от плотности сварочного тока.
Острозаточенный электрод облегчает зажигание дуги, но быстро разрушается, что приводит к риску попадания вольфрама в сварку. Большой выступ кромки помогает продлить срок службы электрода, но если этот выступ слишком велик для сварочного тока, дуга будет нестабильной, и ее сложно будет сфокусировать.
Настоятельно рекомендуется использовать оптимальный выступ кромки, чтобы обеспечить стабильность дуги и правильный перенос электронов, а также продлить срок службы электрода без риска попадания вольфрама в сварку.
Следует отметить:
Для труб диаметром более 50 мм концентричность становится менее очевидной, поэтому мы рекомендуем увеличить вышеуказанные значения, чтобы избежать контакта между трубой и электродом. При использовании припойной проволоки добавьте 0,5-1,5 мм к вышеуказанным значениям в зависимости от диаметра и скорости припоя.
№4 Расстояние между трубой и электродом
Это расстояние также является важнейшим параметром, так как оно влияет непосредственно на длину шва за счет увеличения напряжения дуги и, главным образом, на соотношение ширины внутреннего и наружного шва.

См. таблицу выше.
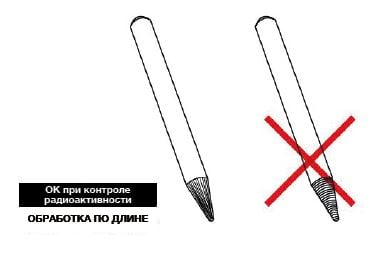
№5 Направление заточки электрода
Чтобы гарантировать оптимальную стабильность дуги, следует всегда проводить продольную заточку электрода. Электрод полируется для повышения срока его службы.
Не разрешается проводить заточку перпендикулярно оси, так как это приводит к нестабильной и непредсказуемой дуге, а, следовательно, и к неожиданным результатам.
№6 Срок службы электрода
Хотя вольфрамовый электрод считается неплавким, срок его службы не бесконечен, что напрямую связано с условиями эксплуатации.
Для оптимального срока службы следует соблюдать следующие рекомендации:
- вольфрамовый тип, адаптированный к типу сварочного тока и материала;
- соответствие диаметра и выступа кромки электрода сварочному току;
- соблюдение периодов перед и после продувки газа, а также расход газа и показатель его чистоты;
- качество очистки сборочных деталей (отсутствие масла, смазки, оксидов, краски, пр.).
Замена электрода требуется при окислении, деформации, разрушении, притуплении острия.
Первые признаки износа вольфрамового электрода: проблемы с зажиганием дуги, нестабильность дуги, плавающая колонна дуги, образование паразитной дуги и т.д.
НИКОГДА:
Не разламывайте электрод кусачками, чтобы получить нужную длину!
Не затачивайте электрод перпендикулярно его оси.
Для более подробной информации об электродах для орбитальной TIG-сварки рекомендуем вам почитать этот справочник!


