Les électrodes de tungstène sont classifiées sur la base de leur composition chimique. Pour de plus amples informations se référer à la norme ISO 6848 (ANSI/AWS A5.12-92). Une électrode est toujours sur la base de tungstène dans lequel sont ajoutés ou non des alliages ou oxydes.
Voici un récapitulatif de tous les types d'électrodes de tungstène utilisés en soudage tig orbital :
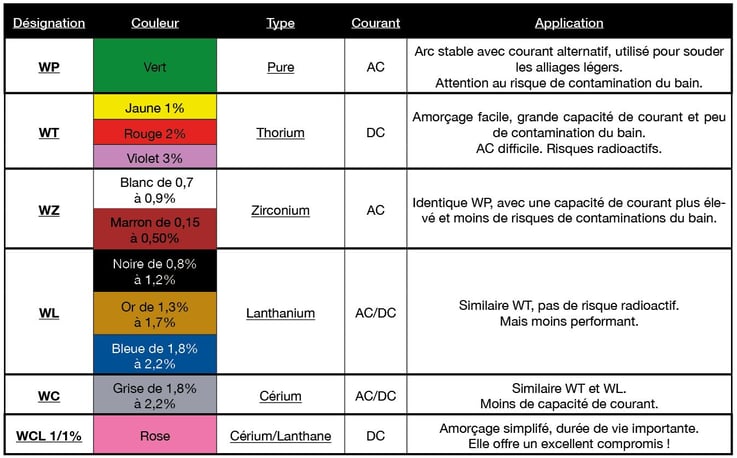
Electrode Tungstène pur (couleur verte)
Densité de courant limitée, principalement utilisé en courant alternatif pour le soudage des alliages d’aluminium car la boule formée en extrémité est propre et offre donc une stabilité de l’arc.
Le tungstène pur n’est pas recommandé pour le soudage en courant continu car il offre un amorçage et une stabilité de l’arc médiocre. De plus il est possible que ce type d’électrode provoque des inclusions de tungstène.
Avantages
L’avantage principal est son faible coût.

Électrode Tungstène Zirconium (couleur blanc de 0,7 à 0,9% et marron de 0,15 à 0,50%)
Il s'agit de l’électrode de référence pour le soudage des aluminiums en courant alternatif.
Avantages
Qualité d’amorçage et stabilité d’arc, haute densité de courant admissible, réduction des risques inclusions de tungstène.
Électrode Tungstène Thorium (couleur jaune 1%, couleur rouge 2% et violet 3%)
Sûrement l’électrode la plus connue et la plus utilisée dans le monde du soudage TIG manuel.
Elle a une très haute densité de courant admissible, une meilleure émissivité des électrons, limite la température de l’électrode minimisant ainsi les risques de contamination de la soudure par inclusion de tungstène (élément non missible).
Le tungstène thorium est utilisé en courant continu essentiellement. En courant alternatif il est difficile de maintenir une forme correcte de la boule en extrémité de l’électrode ce qui explique qu’il est rarement utilisé avec un courant alternatif.
Inconvénients
Le thorium a un niveau très faible d’oxydes radioactifs et de ce fait il est de moins en moins utilisé (raisons hygiène et sécurité). Se protéger lors de l’affûtage de l’électrode.
Électrode Tungstène Cérium (couleur grise de 1,8% à 2,2%)
Introduit initialement aux USA aux débuts des années 80 ce type d’électrode prend le pas sur le thorium du fait de ses oxydes non radioactifs.
Il supporte une densité de courant identique à du tungstène pur, a une longévité correcte mais surtout il procure un excellent amorçage et une stabilité de l’arc incomparable.
Avantages
Polyvalent il travaille aussi bien en DC qu’en AC et il est fortement utilisé pour toutes les applications de soudage TIG automatisé.
Électrode Tungstène Lanthanium (noire de 0,8% à 1,2%, or de 1,3% à 1,7% et bleue de 1,8% à 2,2%)
Ce type d’électrode est très similaire au thorium.
Avantages
Polyvalent il travaille aussi bien en DC qu’en AC et il est fortement utilisé pour toutes les applications de soudage TIG automatisé. Il ne comporte pas de risque radioactif.
Inconvénients
Il reste moins performant que le thorium.
Électrode Tungstène cérium Lanthane (couleur rose)
Aujourd’hui, on préfère utiliser des électrodes de tungstène au cérium ou au lanthane, ou un mélange des deux qui ne présentent aucun risque radioactif. De plus, elles sont tout aussi performantes que les électrodes de tungstène thorié.
Avantages
L’amorçage est simplifié et sa durée de vie importante. Elle offre un excellent compromis !
Classification des électrodes :
Vous êtes intéressés par les technologies de soudure orbitale? N'hésitez pas à télécharger notre guide pour bien choisir son électrode en soudure orbitale!


