La prise en compte de la position de soudage est primordiale, le bain de soudure étant toujours attiré vers le bas pour des raisons de la loi de gravité. En soudage orbital, l’électrode effectue un tour complet autour du tube … donc toutes les positions sont à considérer.
En soudage orbital, on travaille principalement en mode bout à bout (BW), c’est-à-dire en tube-tube. Cette position de soudage peut souvent représenter jusqu’à 80 % des soudures. D’autre part, on rencontre également des soudures de type tube-plaque, notamment dans le cadre des échangeurs de chaleur. Ces soudures sont souvent facilement réalisables avec les équipements adaptés. Mais dès qu’il s’agit de soudures en angle (FW), des connaissances plus approfondies sont nécessaires.
Quelles sont les différentes positions de soudage ?
Les positions de soudage sont définies par la norme EN ISO 6947 :2019. Les positions principales sont définies par des lettres. Ici il s’agit de la position de l’électrode qui tourne autour du tube.
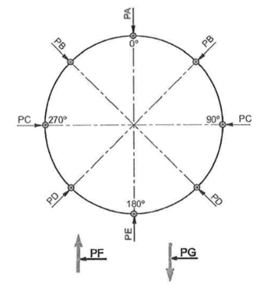
Symbolisation des positions de soudage :
- PA : à plat
- PB : en angle à plat
- PC : en corniche
- PD : en angle au plafond
- PE : au plafond
- PF : verticale montante
- PG : verticale descendante
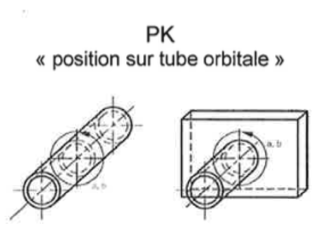
En dehors de cette configuration, il faut également tenir compte de la disposition des pièces à souder. En soudage orbital, nous trouvons souvent la position PK pour le soudage tube/tube ou soudage tube sur plaque.

Et les soudures d’angle ?
Ici, nous avons deux pièces dans des positions différentes. La première difficulté dans la soudure d’angle est la capacité à gérer la géométrie du bain de soudage en terme de mouillage, surtout si les pièces n’ont pas la même épaisseur. On ne peut pas avoir un bain important lorsqu’une pièce a une faible épaisseur. C’est la position de l’électrode qui va jouer un rôle essentiel et en tenir compte lors de la programmation du DMOS.
En comparaison à une soudure de type bout à bout, où on gère environ 12 paramètres, le soudage d’angle en demande facilement 15 paramètres. Ceci provient principalement du fait qu’il faut gérer l’ajout d’un métal d’apport sous différents aspects : la nature du fil, la vitesse d’avance du fil et l’angle de l’électrode.
Il faut garder en tête que pour une soudure d’angle, la surface à chauffer est supérieure par rapport à un soudage de type bout à bout. Un ampérage plus important est alors nécessaire, atteignant facilement un surplus de 25 %.
Notre Conseil :
Il est important de bien maîtriser la position de la torche et du fil d’apport, afin que le gaz de protection puisse atteindre facilement le bain de soudage. Dans le cas idéal, la pointe de la torche doit être légèrement rétrécie et la longueur du fil ne doit pas être ni trop longue ni trop courte. Si le fil d’apport est trop long, le gaz ne s’approche pas assez du bain. Le cordon devient irrégulier car le bain ne pénètre pas assez dans le matériau en raison d’une chaleur insuffisante.
La maîtrise de la programmation d’un soudage d’angle nécessite l’expérience du soudeur. C’est exactement pour ce genre d’exercice que la programmation devient passionnante et ravit grand nombre de soudeurs !


