Вольфрамовый электрод является ключевым участником орбитальной TIG-сварки, именно он обеспечивает электрическую дугу, а его пространственные характеристики (геометрия) напрямую влияют на качество сварки. Критерии, которые следует учитывать при выборе электрода: материал, диаметр, длина, размер, геометрия и состояние поверхности электрода являются определяющими параметрами.
Среди этих критериев на данный момент для нас представляет интерес диаметр и геометрия электрода.
Каким образом выбор диаметра и геометрии электрода влияет на поведение потока электронов и, следовательно, на конечный результат TIG-сварки? Что такое выступ кромки и как выбрать оптимальный выступ?
В этой статье мы предоставим все ответы на эти вопросы.
Заточка электрода в процессе сварки
Заточка электрода – это параметр, имеющий наибольшее влияние на характеристики дуги и геометрию шва. Заточенный электрод облегчает зажигание дуги, но быстро разрушается, приводя тем самым к риску попадания вольфрама в сварку.
Поэтому заточка должна стать неотъемлемой частью процедуры сварки. Чтобы гарантировать оптимальную стабильность дуги, следует систематически проводить продольную заточку электрода. Категорически запрещено делать перпендикулярную заточку, потому что она приводит к нестабильности дуги и, следовательно, к непредсказуемости конечного результата.
Если электрод при затачивании заостряется, есть риск стачивания острия, и тогда вольфрам может попасть в сварочную ванну, что приведет к загрязнению сварки.
Попадание вольфрама обнаружится в ходе радиографического контроля в виде белого пятна.

Важность выступа кромки
Выступ кромки помогает продлить срок службы электрода, но необходимо следить за его размерами: при большом выступе дуга будет нестабильной, и ее сложно будет сфокусировать. Настоятельно рекомендуется использовать оптимальный выступ кромки, чтобы обеспечить стабильность дуги и правильный перенос электронов, а также продлить срок службы электрода без риска попадания вольфрама в сварку.

На этой схеме показано поведение потока электронов в зависимости от геометрии электрода.
Как видно из схемы, электроны всегда покидают электрод перпендикулярно его поверхности.
Поэтому важно правильно выбрать выступ кромки на конце электрода в зависимости от плотности тока. Правильный выступ кромки позволит создать линейный выходной поток электронов, который мы называем эффективным потоком.
Этот поток создается на очень ограниченном участке электрода, который становится зоной максимального нагрева и, следовательно, зоной плавления.
Чем меньше этот участок, на котором концентрируется поток и конденсируется нагрев, тем оптимальнее будет плавление. Это действие позволяет автоматически проплавить до 3 мм в глубину без маятникового движения сварщика.
Поведение потока электронов в зависимости
от диаметра электрода
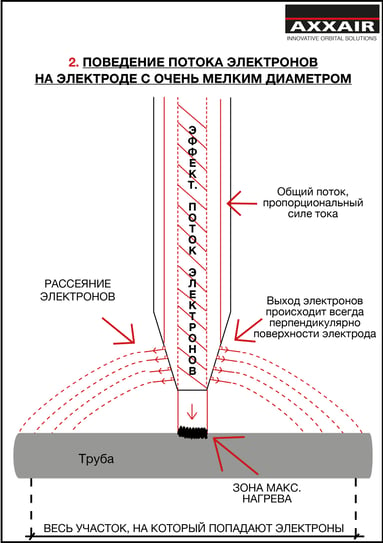
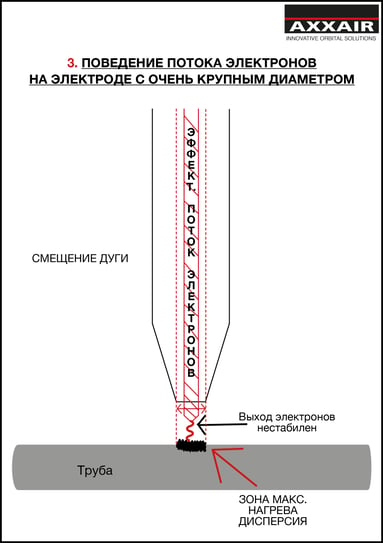
Вышеприведенные схемы иллюстрируют влияние диаметра на поток электронов.
Совершенно очевидно, что выбор диаметра электрода является определяющим моментом, так как радиус потока электронов внутри электрода пропорционален силе тока: чем больше ампер, тем сильнее поток. Рассмотрим случай, когда диаметр потока эквивалентен диаметру выступа кромки (схема 1), тогда эффективный поток на выходе из электрода является оптимальным.
Зато если длина потока превосходит размер выступа кромки (схема 2), произойдет рассеивание электронов с перпендикулярной диффузией. Зона нагрева расширится в ущерб эффективности.
В противном случае, если поток меньше выступа кромки (схема 3), появляется риск отклонения и нестабильности дуги, так как эффективный поток не может попасть в каналы и «балансирует» на кромке: тогда в зоне нагрева наблюдается рассеивание.
Если электроны не попадают в каналы на выходе, они собираются в углах и отрываются по бокам в период низкого тока (в частности, если для сварки требуется подготовить фаску).
Поэтому мы настойчиво рекомендуем выбрать нужный диаметр и нужные пространственные параметры (геометрию), чтобы обеспечить устойчивость дуги и правильный переход электронов, а значит, увеличить срок службы электрода и устранить риск попадания вольфрама.
Хотите узнать больше об электродах и о том, как правильно выбрать электрод для орбитальной TIG-сварки?
Скачайте наш справочник целиком!


