Revenons déjà sur le principe d’un chanfrein. Il diminue l’épaisseur d’un tube pour permettre le soudage. Un tube au dessus de 3mm d’épaisseur ne peut généralement pas être soudé en une seule fois en TIG. Le soudage TIG est un procédé de soudage qui signifie Tungsten Inert Gas, où Tungstène désigne l’électrode et Gaz inerte le type de gaz plasmagène utilisé.
Pour pouvoir souder ce tube épais, il convient de réaliser un chanfrein d’un côté du tube à souder à un autre tube/ coude/ bride/ réduction/ raccord (T, Y)... qui sera lui-même chanfreiné.
Les systèmes de chanfrein sont souvent “manuels”.
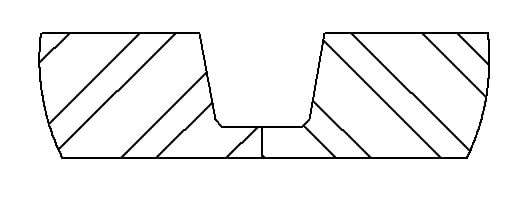
Chanfrein en J ou Tulipe
L’autre famille technique de chanfrein se nomme le chanfrein pour le soudage orbital et celle-ci est différente par sa technique en “J” ou “tulipe”.
- La forme donnée au chanfrein orbital tient à l’espace appelé “talon” en bas de l’épaisseur d’un chanfrein en “J” ou “tulipe”, de 1,8 à 2 millimètres d’épaisseur facilitant un dégauchissage.
- L’action de dégauchir consiste à réaliser une face plane de référence pour permettre l’usinage des autres faces. Ainsi se crée une épaisseur plus fine dans l’épaisseur d’un tube. Exemple : 8 millimètres d’épaisseur avant le chanfrein, 2 millimètres seront laissées comme talon.
- Les deux talons des pièces à souder de 2 millimètres vont être en contact l’un de l’autre. Il n’y a plus qu’à procéder à une fusion simple des deux talons et remplir le chanfrein par la suite avec du fil en orbital.
Chanfrein en V
A l’inverse, le chanfrein en “V” consiste à raboter sur les deux tubes à souder dans cette forme précisément. Dans cette fente en “V”, défaite de sa matière, le soudeur vient chercher une pénétration de soudage. Il crée alors son bain de matière à l’intérieur de ce “V” pour combler ce qui a été enlevé.
Pourquoi choisir un chanfrein en “V” ou un chanfrein en “J”?
Le chanfrein en “V” est un procédé manuel. Il s’agit de réaliser un assemblage. En chanfrein orbital, il existe deux toupies différentes pour la réalisation de ces deux chanfrein “V” ou “J”. Cette toupie se révèle être un “port outil”. Elle va donner la forme du chanfrein final en fonction du choix initial avec l’angulation nécessaire.
Ainsi, de l’opération du chanfrein “V” il ne restera plus qu’à effectuer manuellement le soudage pour combler le matériau manquant. L’opérateur décide, en fonction des impératifs de travail à effectuer sur les tubes, quel chanfrein utiliser. Dans le cas d’un choix de chanfrein en “J”, la soudure sera uniquement orbitale.
Il n’y aucun intérêt à faire usage d’un chanfrein en “J” manuel car l’angle est trop important pour la réalisation d’une soudure manuelle. La qualité d’une soudure dépend donc essentiellement du choix de chanfrein utilisé.
Avantages d'un chanfrein orbital
Les avantages d’un chanfrein orbital reposent sur la rapidité d’exécution du fait d’un seul passage net et sans bavure autour du tube. La plaquette carbure ne dénature pas la nature de la matière. L’usure de la plaquette est moindre du fait de la netteté de la coupe.
Les angles des chanfreins en “V” se réalisent dans trois angles différents : 30, 37,5 et 45 degrés.
Ils sont très souvent utilisés. Le système de chanfrein orbital apporte le confort de choisir deux techniques qui ont fait leurs preuves.
Le chanfrein orbital s'inscrit dans le global process, de la coupe orbitale à la soudure orbitale : pour en savoir plus n'hésitez pas à télécharger notre guide !


