Le gaz protège de l’air ambiant le bain de fusion et le métal transféré dans l’arc à souder.
Après avoir expliqué en détails quel est le rôle du gaz en soudage TIG orbital, nous allons voir quels sont les gaz utilisés régulièrement.
6 gaz sont utilisés en soudage, pur ou en mélange
L’Argon, le Dioxyde de carbone, l’Hélium, l’Oxygène, l’Hydrogène et l’Azote.
#1 L’Argon
Gaz inerte monoatomique, lourd, neutre, incolore et inodore qui entre dans la composition de l’air. Sa densité est légèrement plus importante que l’air (d=1,6g/L). C’est le gaz communément utilisé en Europe.
En raison de son inertie chimique et sa densité, l’argon est le plus efficace pour la protection du bain de fusion et de l’électrode. Il est très facile à ioniser (16eV) et n’a pas de variation excessive de la tension d’arc.

#2 L’Hélium
Gaz inerte monoatomique, neutre, incolore, inodore plus léger que l’air (d= 0,166 g/L). Ce gaz est très utilisé aux USA mais reste cher en Europe.
L’arc formé sous hélium est plus chaud que sous argon et permet donc des vitesses de soudage plus élevées, une amélioration de la profondeur de pénétration et une réduction du phénomène de porosité (bien pour alliage d’aluminium, de cuivre).
Ce gaz a malgré tout des inconvénients : il est difficile à ioniser (25eV) et sa faible densité le rend sensible aux courants d’air ainsi qu’à la convection thermique.
#3 L’hydrogène
Ce gaz réducteur n’est jamais utilisé pur et il est généralement additionné pour former un gaz binaire ou ternaire avec l’argon ou l’hélium pour la protection endroit et l’azote pour la protection envers (duplex,BN2).
L’hydrogène augmente la tension d’arc, l’apport de chaleur et permet de ce fait une augmentation des vitesses de soudage et des valeurs de pénétration. Idéal pour le soudage mono-passe il nécessite des précautions avec certains aciers sensibles à la fissuration à froid. L’utilisation de l’hydrogène sur les aciers martensitiques, ferritiques, aluminium et cuivre doit être évitée car il génère des soufflures dans les cordons de soudage.
#4 L’azote
Ce gaz diatomique, paresseux, inodore, incolore entre dans la composition de l’air pour les 4/5 ème environ. Ce gaz est généralement utilisé pour la protection envers du fait de son faible coût. Il agit aussi positivement sur la structure de certains aciers (duplex, super duplex, BN2). Pour le soudage d’alliages de cuivre particuliers il peut être utilisé pour la protection endroit car il est capable de transférer une plus grande quantité d’énergie que l’argon ou l’hélium.
Mais son utilisation principale est la protection de gaz envers notamment pour des raisons économiques. Ce gaz instable peut générer une instabilité de l’arc et une détérioration accélérée de l’électrode de tungstène.
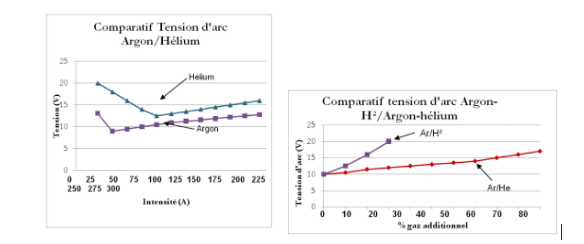
Tension d’arc selon gaz utilisé
NOTE : Le % d’hydrogène en addition dans le gaz de protection endroit (argon) est limité à 5 voire 8% maximum pour les opérations de soudage TIG orbital. Au-dessus de 8% des risques d’explosion existent. (sous titre 2)
Les mélanges de gaz
De plus en plus de mélanges de gaz sont proposés par les fournisseurs dans des variantes Argon/Hydrogène, argon/hélium/hydrogène, Azote/hydrogène et autre.
Ne négligez pas les informations, conseils et documentations que peuvent vous remettre les fournisseurs ou fabricants de gaz.
Comparatifs de gaz
La nature du gaz influe directement sur les valeurs de pénétration, les vitesses de soudage, l’énergie thermique apportée à la pièce.
Les valeurs données sur les figures suivantes sont à titre indicatif. Ce comparatif a été réalisé sur la base d’un acier inoxydable de type 304L avec une vitesse et un courant de soudage constants.
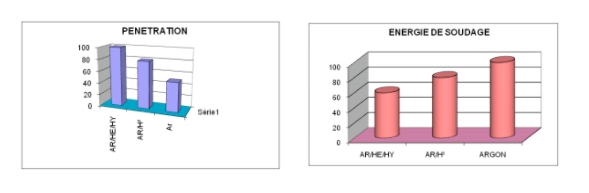
La nature du gaz est directement liée avec la matière à souder. Les mélanges argon/hydrogène/hélium paraissent avoir tous les avantages relatifs à la productivité mais ils ne sont pas universels comme l’argon ou l’hélium et ne peuvent pas être utilisés pour toutes les matières.
Comparatif productivité selon le gaz utilisé
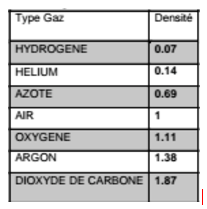
Importance de la Densité relative du gaz par rapport à l’air
Parmi les gaz utilisés, les gaz lourd tels que l’argon et le dioxyde de carbone forment une nappe couvrante au-dessus du bain de fusion. Par contre, l’hélium, l’azote et l’hydrogène tendent à s’élever en tourbillons autour de la buse. C’est pour cette raison que le débit de l’hélium doit être plus élevé que celui de l’argon.
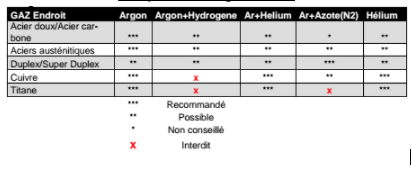
Compatibilité en gaz endroit
Les tableaux suivant présentent la compatibilité des gaz utilisés en soudage TIG orbital en fonction des métaux à souder, ainsi que les différents mélanges possibles comme protection gazeuse.
Compatibilité en gaz endroit
Différents mélanges utilisés comme protection gazeuse
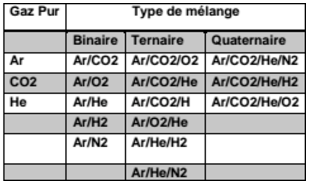
La norme EN 439 donne la fourchette de composition des gaz obtenus par mélange, sachant que chaque fournisseur a ses propres compositions.
Conclusion :
Même en soudage TIG orbital, un gaz de protection approprié permet souvent d’améliorer encore considérablement la productivité.


