Die Wolframelektrode spielt beim orbitalen WIG-Schweißen eine entscheidende Rolle, da durch ihren Einsatz der Lichtbogen erzeugt wird und ihre Geometrie die Qualität der Schweißnaht unmittelbar beeinflusst. Bei der Auswahl der Elektrode müssen mehrere Kriterien berücksichtigt werden: Material, Durchmesser, Länge, Größe, Geometrie und Oberflächenbeschaffenheit der Elektrode sind Parameter, die beachtet werden müssen.
Von diesen Kriterien interessieren uns in diesem Artikel vor allem der Durchmesser und die Geometrie der Elektrode.
Wie beeinflusst die Wahl des Elektrodendurchmessers und ihre Geometrie das Elektronenflussverhalten und damit die endgültige Schweißnaht beim WIG-Schweißen? Was ist eine Flachstelle und wie wählt man eine geeignete Flachstelle aus?
In diesem Artikel liefern wir Ihnen alle Antworten zu Ihren Fragen.
Das Anspitzen der Elektrode und dessen Rolle beim Schweißvorgang
Das Anspitzen der Elektrode ist sicherlich der Parameter mit dem größten Einfluss auf die Lichtbogeneigenschaften und die Geometrie der Schweißraupe. Eine spitze Elektrode erleichtert die Zündung des Lichtbogens. Sie nutzt sich jedoch schnell ab, wodurch die Gefahr von Wolframeinschlüssen in der Schweißnaht besteht.
Das Anspitzen sollte daher ein integraler Bestandteil des Schweißvorgangs sein. Um eine optimale Lichtbogenstabilität zu gewährleisten, muss das Anspitzen immer in Längsrichtung der Elektrode erfolgen. Senkrechtes Schleifen ist unbedingt zu vermeiden, da es zu Lichtbogeninstabilität und einem völlig zufälligen Schweißergebnis führen kann.
Wenn die Elektrode nur vorne angespitzt wird, besteht die Gefahr, dass die Spitze stumpf wird und damit Wolfram austritt und sich mit dem Schmelzbad verbindet, was die Schweißnaht verunreinigen würde.
Diese Verunreinigung könnte dann bei einer Röntgenprüfung der Schweißnaht als weißer Fleck sichtbar sein.
Die Rolle der Flachstelle
Eine Flachstelle hilft, die Lebensdauer der Elektrode zu verlängern. Es muss jedoch darauf geachtet werden, dass sie nicht zu groß ist, damit der Lichtbogen nicht instabil und ungerichtet wird. Daher wird die Verwendung einer angepassten Flachstelle empfohlen, um Lichtbogenstabilität, einen guten Elektronentransfer und eine verlängerte Lebensdauer der Elektrode, ohne das Risiko eines Wolframeinschlusses zu erreichen.
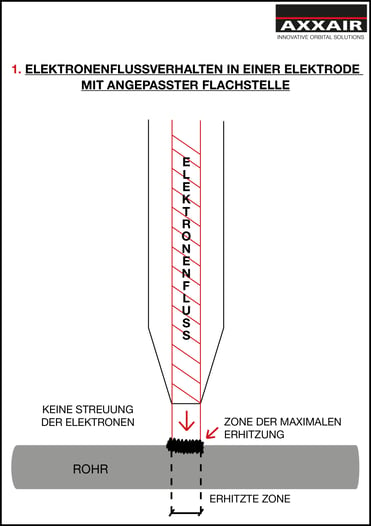
Dieses Schaubild verdeutlicht das Elektronenflussverhalten in Abhängigkeit von der Elektrodengeometrie.
Wie hier dargestellt, verlassen die Elektronen die Elektrode immer senkrecht zur Elektrodenoberfläche.
Es ist wichtig, eine Flachstelle am Ende der Elektrode zu wählen, die entsprechend der verwendeten Stromstärke bestimmt wird. Die Verwendung einer angepassten Flachstelle ermöglicht die Erzeugung eines linearen Elektronenausgangsstroms, den wir als Effektivstrom bezeichnen.
Dieser Strom erreicht die Elektrode über einen sehr kleinen Bereich, der die Zone der maximalen Erwärmung darstellt und die Schmelzzone bildet.
Je stärker der Strom konzentriert ist und die Erwärmung auf eine begrenzte Zone verdichtet, desto optimaler ist die Fusion. Dadurch ist es möglich – ohne Pendelbewegung des Schweißgerätes – bis zu 3 mm Dicke im Automatikbetrieb zu verschweißen.
Das Elektronenflussverhalten in Abhängigkeit vom Elektrodendurchmesser
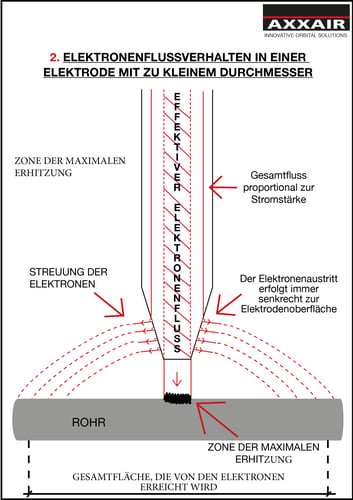
Die obigen Darstellungen verdeutlichen den Einfluss des Durchmessers auf den Elektronenfluss.
Es ist offensichtlich, dass die Wahl des Elektrodendurchmessers entscheidend ist, da der Elektronenfluss innerhalb der Elektrode einen Radius hat, der proportional zur Intensität ist: je mehr Ampere vorhanden sind, desto größer ist der Fluss. Nehmen wir den Fall an, dass der Durchmesser des Elektrodenflusses gleich dem der Fläche ist (hier in Darstellung 1 abgebildet), dann ist der effektive Fluss an seinem Austritt aus der Elektrode optimal.
Ist der Elektronenfluss größer als die Fläche (hier in Darstellung 2 abgebildet) kommt es zu einer Streuung der Elektronen, die senkrecht streuen. Die erhitzte Zone wird dann breiter und verliert ihren Wirkungsgrad.
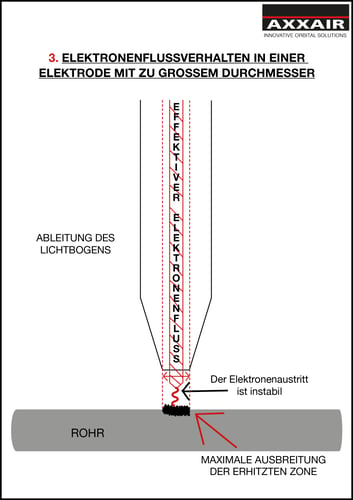
Im umgekehrten Fall, wenn der Fluss kleiner ist als die Flachstelle (hier in Darstellung 3 abgebildet), besteht die Gefahr des Abrutschens und der Instabilität des Lichtbogens, weil der effektive Fluss nicht gebündelt werden kann und sich auf der Flachstelle „ausgleicht“: Es kommt also zu einer Streuung der erhitzten Zone.
Da die Elektronen am Ausgang nicht gebündelt werden, neigen sie dazu, sich in den Ecken zu sammeln und über die Zeit der geringen Stromstärke zur Seite ausweichen (insbesondere bei einer Schweißnaht, die ein vorbereitendes Anfasen erfordern würde).
Wir empfehlen daher, den Durchmesser und die Geometrie anzupassen, um eine Lichtbogenstabilität und einen guten Elektronentransfer zu erreichen und damit eine lange Lebensdauer der Elektrode, ohne das Risiko einer Verunreinigung mit Wolfram zu gewährleisten.
Möchten Sie mehr über Elektroden erfahren und wie Sie die richtige Elektrode zum orbitalen WIG-Schweißen auswählen?
Laden Sie sich hier unseren ausführlichen Leitfaden herunter!


