Es ist äußerst wichtig, die Schweißposition zu beachten, da das Schweißbad durch die Schwerkraft immer nach unten verläuft. Und da beim Orbitalschweißen jede Position durchgelaufen wird … sind alle Schweißpositionen zu beachten.
Beim Orbitalschweißen wird hauptsächlich Stumpfschweißungen durchgeführt (BW), das heißt : Rohr- zu Rohrschweißungen. Diese Schweißart betrifft bis zu 80% der Schweißungen. Ausserdem gibt est nach Rohr- zu Rohrbodenschweißungen insbesondere im Rahmen der Herstellung von Wärmeaustauscher. Letztere können mit dem richtigen Equipment leicht geschweißt werden. Aber sobald Winkelschweißungen (FW) durchgeführt werden müssen, sind tiefer gehende Kenntnisse unumgänglich.
Welche sind die verschiedenen Schweißpositionen?
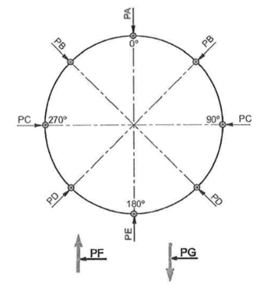
Es ist die Norm EN ISO 6947 :2011, die die verschiedenen Schweißpositionen beschreibt. Die wichtigsten Schweißpositionen werden durch Buchstaben definiert. Hier handelt es sich um die Position der Elektrode, (lien vers guide électrode) die um das Rohr geführt wird.
Symbole der Schweißpositionen
- PA : Flachschweißung
- BP : horizontales Schweißen von Kehlnähten
- PC : Schweißen in Querposition
- PD : Überkopfschweißen (horizontal)
- PE : Überkopfschweißen
- PF : Steigposition
- PG : Fallposition
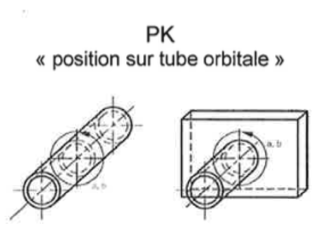
Zusätzlich muss ebenfalls die Stellung der zu schweißenden Rohre angegeben werden. Beim Orbitalschweißen finden wir oft die Position PK zum Rohr-/Rohrschweißen oder Rohr-/Rohrbodenschweißen.
Und die Winkelschweißungen?
Hier haben wir zwei Werkstücke in verschiedenen Positionen. Die erste Schwierigkeit beim Winkelschweißen ist die Kontrolle der Schweißbadgeometrie was die Befeuchtung angeht, insbesondere wenn die Teile nicht dieselbe Dicke aufweist. Man kann kein grosses Schweißbad bei dünnen Oberflächen haben. Hier spielt die Position der Elektrode eine wichtige Rolle, und dies muß bei der Programmation der DMOS beachtet werden.
Ein Vergleich : bei einer Stumpfnahtschweißung werden etwa 12 Parameter verwaltet, bei einer Winkelschweißung kommt man leit an 15 Paraùeter. Dies kommt daher, dass ein Zusatzdraht programmiert wird, wo man die Art des Drahtes, die Drahtvorschubgeschwindigkeit und den Winkel der Elektrode angeben muss.
Mann sollte im Kopf behalten, dass beim Winkelschweißen die zu heißende Oberfläche größer ist als beim Rohr- zu Rohrschweißen. Auch die Amperezahl ist grösser und erzielt leicht ein Plus von 25%.
Unser Rat:
Es ist wichtig, die Position des Brenners und des Zusatzdrahts zu beherrschen, damit das Schutzgas das Schweißbad schnell erreichen kann. Im Idealfall muss die Sitze des Brenners leicht verengt sein und die Länge des Zusatzdrahts muss nicht zu lang oder zu kurz sein. Wenn der Zusatzdraht zu lang ist so kann das Gas nicht genug zum Schweißbad gelangen. Die Schweißraupe wird unregelmässig und dingt nicht genug in das Material ein wegen unzulänglicher Hitze.
Zum Beherrschen der Programmierung einer Winkelschweißung gehört die Erfahrung des Schweißers. Es ist insbesondere die Art des Schweißens durch die die Programmierung für den Schweißer interessant wird und viele Schweißer begeistert! !


