Bezüglich des Fasenprinzips: es reduziert die Rohrwandstärke um das Schweißen zu erlauben. Ein Rohr dicker als 3 mm Wandstärke kann allgemein nicht in einmal WIG geschweißt werden. Das WIG-Schweißen ist einen Schweißprozess und bedeutet Tungsten Inert Gas wobei Tungsten die Elektrode und Inert Gas der verwendete Plasmagengasart bezeichnet.
Um dieses dickes Rohr schweißen zu können, muss man eine Fase auf einer Seite des zu schweißenden Rohres auf einem anderen Rohr/Flansch/Reduzierung/Fitting (T, Y)…, was auch angefast wird, machen. Die Fasesystemen sind öfters „manuell“.
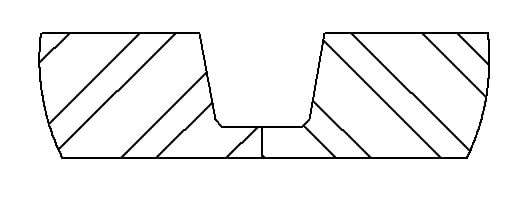
J-Fase
Die andere technische Fasenfamilie nennt sich „Fase für das Orbitalschweißen“, diese ist unterschiedlich wegen der „J“- oder „Tulpe“-Technik.
- Die an der Orbitalfase angebende Form hängt am Platz „Absatz“ genannt auf der „J“- oder „Tulpe“-Fase Unterseite, von 1,8 bis 2 Millimeter Wandstärke die das Abrichten erleichtert.
- Die Abrichtenaktion besteht dabei eine flache Seite zu realisieren um die Bearbeitung von den anderen Seiten zu ermöglichen. Eine dünnere Wandstärke in einer Rohrwandstärke wird erstellt. Z.B.: 8 Millimeter Wandstärke vor der Fase, 2 Millimeter werden als Absatz so gelassen.
- Beide Absätze der 2 Millimeter zu schweißenden Teilen werden in Kontakt sein. Es bleibt eine einfache Verschmelzung von beiden Absätzen zu machen und später die Fase orbital mit Draht auszufüllen.
V-Fase
Gegenseitig, die « V »-Fase besteht dabei den beiden zu schweißenden Rohren in dieser Form anzufasen. In dieser „V“-Spalte, ohne Material, der Schweißer macht eine Schweißwurzel. Er stellt dann ein Materialbad in diesem „V“ her, zu füllen, was entfernt wurde.
Warum eine « V »-Fase oder eine « J »/ « Tulpe » Fase wählen?
Die « V »-Fase ist einen manuellen Prozess. Es handelt sich um eine Zusammenstellung zu realisieren. Zwei verschiedene Fräsköpfe existieren für die Realisierung von beiden „V“- und „J“-Fasen. Dieser Fräskopf ist ein „Werkzeughalter“. Die finale Fasenform wird je nach dem initialen Wahl mit der notwendigen Abwinkelung gegeben.
Von der „V“-Fase wird man nur noch das Schweißen manuell durchführen um das fehlende Material auszufüllen. Der Mitarbeiter entscheidet welche Fase er verwendet wird, je nach Arbeitsplanung. Im Fall einer „J“-Fase, die Schweißnaht wird nur orbital.
Es macht kein Sinn eine manuelle „J“-Fase zu verwenden, weil der Winkel zu groß für die Realisierung einer manuellen Schweißnaht ist. Die Schweißnahtqualität ist dann hauptsächlich abhängig vom Wahl der verwendeten Fase.
Die Vorteile einer Orbitalfase liegen bei der Ausführungsgeschwindigkeit wegen einen einzigen fehlerlosen Durchlauf um das Rohr.
Die Hartmetallwendeplatte beschädigt das Material nicht. Die Abnutzung der Wendeplatte ist niedrig wegen Schnittsauberkeit.Die « V »-Fasenwinkeln erfolgen in drei verschiedenen Winkeln: 30, 37,5 und 45 Grad. Sie sind sehr öfters verwendet. Das Orbitalfasesystem bringt Konfort beim Auswählen von zwei aufmunternden Techniken.


