The shielding gas protects the weld puddle and the metal that has been transferred to the welding arc from the ambient air. After having explained in detail the role of the gases in the field of orbital TIG welding, let us explain which gases are commonly used.
6 gases are used for welding, in pure form or as a blend
Argon, carbon dioxide, helium, oxygen, hydrogen and nitrogen.
#1 ARGON
A monatomic, heavy, neutral, colourless and odourless inert gas which is part of the ambient air. Its density is slightly higher than the air (d=1,6g/L). This is the most commonly used gas in Europe.
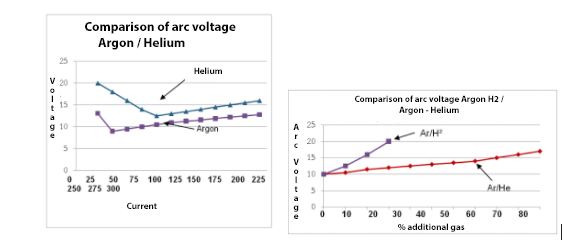
Owing to its chemical inertia and its density, argon is most effective for the protection of the weld puddle and the electrode. It can be quite easily ionized (16eV) and does not induce an excessive variation of the arc voltages for orbital TIG welding.

#2 HELIUM
A monoatomic, neutral, colourless and odourless inert gas lighter than air (d= 0,166 g/L). This gas is mainly used in the USA but it remains quite expensive in Europe.
The electric arc under helium is hotter than under argon, permitting higher welding speed, a better penetration and a reduction of the degree of porosity (excellent for welding aluminium alloys or copper).
By contrast this gas does have certain disadvantages: it cannot be ionized easily (25eV) and its low density makes it sensitive to air currents and to thermal convection.
#3 HYDROGEN
This reductive gas is never used in its pure state. Generally it is added to helium or argon in order to build a binary or ternary pre-gas and azote for the backing gas (Duplex, BN2). Hydrogen increases the arc voltage and the heat input, which means that the welding speed can be increased and the penetration performance is better. This is the ideal gas for single layer welding but some precautions need to be taken for steels that are subject to cold cracking. One should avoid using hydrogen for welding martensitic or ferritic steel, as well as aluminium and copper as it causes blow-holes in the welding seam.
#4 NITROGEN
This is a diatomic, lazy, colourless and odourless gas that is present in the ambient air for approximately 80 pct. Generally this gas is used as backing gas as is it is not very expensive. This gas also has a positive influence concerning the structure of certain steels (duplex, super duplex, BN2). When it comes to welding some particular copper alloys, it can be used as pre-gas as it is able to transfer a larger amount of energy compared to argon or helium.
But its main use is the pre-gas shielding, especially for financial reasons. This unstable gas can cause instability of the arc and a higher rate of the deterioration of the tungsten electrode.
Arc voltage with different gases
NOTICE: The percentage of added nitrogen in the pre-gas (argon) is limited to 5 to 8 % maximum for orbital TIG welding. By using a higher percentage, a risk of explosion might arise.
The gas blends
More and more gas blends are proposed by the gas suppliers varying argon/hydrogen, argon/helium/hydrogen, argon/helium/nitrogen and so on.
Do not overlook the advice and documentation provided by the suppliers or producers of gas.
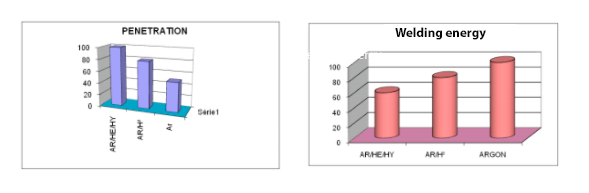
Comparative tests of gases
The type of gas has a direct influence on the penetration values, the welding speed and the thermal energy transferred to the workpiece. The values indicated on the figures below are only for information purpose. This test has been realized with a stainless steel type 304L under constant speed and current. The type of gas is directly linked to the material that has to be welded. The blends argon/hydrogen/helium seem to be more advantageous concerning the productivity but this blend is not as universally others, such as argon and helium, so they cannot be used for all materials.
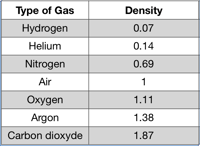
The importance of the relative density of the gas compared to the ambient air
Among the gases used for shielding, the heavy ones such as argon and carbon dioxide form a cover over the welding puddle. On the other hand, helium, nitrogen and hydrogen can rise like whirlpool around the nozzle. This is why the helium flow rate must be higher than the argon flow rate.
Compatibility of pre-gases
The following tables represent the compatibility of gases that are used in orbital TIG welding according to the metals that have to be welded, as well as the different gas blends that can be used for shielding.
Compatibility of pre-gases
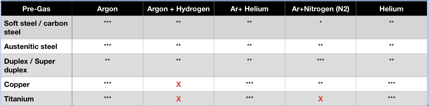 *** recommended
*** recommended
** possible
* not recommended
X forbidden
Different blends used as shielding gas:
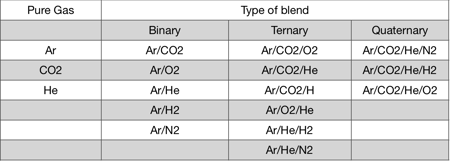
The standard EN 439 gives a range of composition of the gas blends, considering that every provider proposes its own blends.
Conclusion:
Even for orbital TIG welding, the right shielding gas can often increase the productivity to a high degree. Learn more about shielding gases in our free handbook

