The electrode is an essential component for orbital TIG welding. There are different types of electrodes used in orbital TIG welding . The electrode defines the quality of the arc and its geometry has a direct influence on the quality of the welding. Here are 6 parameters to consider in order to respect the geometry of the electrodes in TIG welding!
#1 Stick out of the electrode:
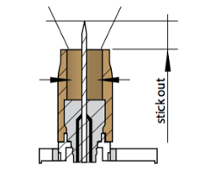
If the stick- out of the electrode is too long, the effect of arc concentration is cancelled, the protection of the electrode and the weld pool become ineffective. On the other hand, if the stick- out is too short, the arc will be choked and the ceramic nozzle will heat up.
Please note:
The theoretical formula – if the groove depth permits – the stick-out should measure 2 to 3 times the diameter of the electrode.

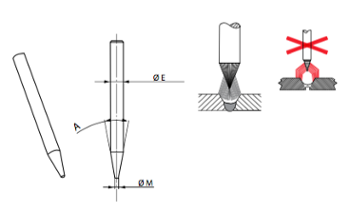
#2 Influence of the sharpening angle
This is the most important parameter with regards to the arc characteristic and the geometry of the seam. It is an integral part of the welding procedure.

This angle has a direct influence on the width of the penetration. To schematise: an angle of about 10% would expand the arc (high arc tension) – dome shaped arc – but with an arc of about 45° will provide a more cylindrical arc (reduced arc tension). The sharpening angle is most important when welding is done with more than 50 amps.
Find out more about 2 important criteria when choosing an electrode
#3 Flat tip of the electrode
The flat tip at the top of the electrode is important as it determines the chosen current according to the density. A sharpened electrode will give a better arc stroke, but deteriorates quickly, and causes inclusions in the welding groove. A big flat tip gives the electrode a longer lifetime, but if it is too big, the arc can be instable and not highly directive. So an adapted flat tip of the electrode is important to ensure a stable arc, a good transfer of the electrons, and a long lifetime of the electrode without any risk of Tungsten inclusion.
| Wall thickness of the tube in mm | High Intensity Amperes | Distance in mmTube-Electrode | Flat part |
| < 0,5 | < 20 | 0,5 bis 0,7 | 0,10 |
| 0,5 bis 1 | 20 bis 40 | 0,8 bis 1,2 | 0,25 |
| 1,1 bis 2 | 40 bis 80 | 1,2 bis 1,5 | 0;50 |
| 2 bis 3 | 80 bis 120 | 1,5 bis 2 | 0,75 |
| > 3 | > 120 | > 2 | 1 |
Important:
For a tube with a Ø > 50 mm, the concentricity of the tubes will become less evident. This is the reason why the above values have to be increased in order to avoid a contact between the tube and the electrode. If you use filler wire, you have to add 0,5 to 1,5 mm to the above mentioned, according to the Ø and the wire feeder speed.
#4 Distance tube-electrode
This distance is also important as it has a direct influence on the width of the weld seam by an increase of the arc tension and most of all on the ratio between the inner/outer part of the weld seam.
Please refer to the table above
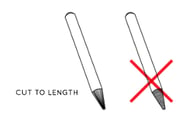
#5 Sharpening direction of the electrode.
In order to optimise the stability of the arc, the sharpening must always be done lengthwise. The electrode surface must be polished in order to increase lifetime.A perpendicular sharpening to the axis is not acceptable, as it will create an instable and erratic arc, therefore, uncertain welding results.
#6 Electrode lifetime
Even if we say that a tungsten electrode is infusible for all its life, they do not function eternally, and its lifetime depends on the conditions of its use. In order to have an optimum lifetime, you will have to consider the following:
- Type of tungsten according to the kind of current used during welding and according to the materials to be welded
- Diameter and flat sharpening according to the welding current in use.
- Ensure the period of pre- and post-gas, as well as the gas flow and their purity index.
- Cleaning quality of the workpieces (no oil, lubricant, oxydes, paintings, etc)
- One must change the electrode if the top is oxidized, distorted, broken or curved
The first signs of a used electrode are: difficulty in striking the arc, lack of arc stability, floating arc column, the creation of a parasite arc …
NEVER DO's:
Never cut an electrode with cutting pliers to set its length! Always sharpen an electrode parallel to the axes.
In order to learn more about the electrodes for orbital TIG welding , you can read this handbook!