A fitting is a piece used to fuse two tubes together, allowing for liquids to pass through inside. The welding quality of standardized microfit fittings must be impeccable in order to ensure the tubes are leak proof, so that no gas or liquid is released. What are the challenges of welding thin pipes and fittings? Which steps do you need to follow? With this article and the video below, we are taking a closer look at the orbital welding of tubes and microfit fittings with very small diameters.
Welding thin walled tubes and micro fittings: a tedious process
 Elbow type microfit fittings with two or three axes and tubes with small diameters are used in the industries of semiconductors, pharmaceuticals as well as in microchemistry and any other field that requires tubes and microfit fittings with thin walls and small diameters.
Elbow type microfit fittings with two or three axes and tubes with small diameters are used in the industries of semiconductors, pharmaceuticals as well as in microchemistry and any other field that requires tubes and microfit fittings with thin walls and small diameters.
They are suited for applications involving noble gases, micro skids, IT, data processing, electrical conductivity, radioactive or other hazardous gases as well as for electrical engineers working on industrial automation systems. It is frequently used for tasks with pressures of up to 400 bars, seeing as high-pressure systems need to be in accordance with strict standards such as ASME (American Society of Mechanical Engineers Boiler and Vessel Code) or NF EN ISO 13445 (Determination of shear strength of adhesive bonds between rigid substrates).
Since the costs for microfit fittings can be quite high, they should be handled with care and precaution.
The smaller the diameter of the fittings and the tubes, the more precise and time-consuming the weld will be. Fittings come in a variety of materials, sizes and configurations but are standardized to withstand the most challenging conditions.
Preparing the tube to get a perfect weld result
The main problems that you might encounter when welding thin tubes are discolorations of the tubes due to the heat, insufficient or excessive purging, overlapping tubes, insufficient welding penetration, weld splash, a welding speed that is set too high, the exposure of the weld to a corrosive atmosphere as well as dents, bumps or any other kind of geometric irregularities that could have a negative impact on the quality of the weld.
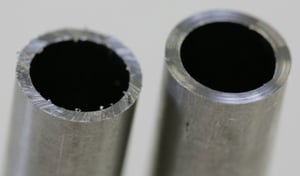 In order to avoid this, it is necessary to properly prepare the tube. As the preparation of the tube constitutes an essential step, it must be carefully carried out prior to welding. If the cut was made with a cut with a pipe cutter, the perpendicularity will not be sufficient and the burr will be too large. Squaring is therefore strongly recommended in order to obtain a cut as straight as possible and burr-free. Even if the tube was cut with an orbital cutting machine, surface squaring is still recommended in order to obtain a perfectly smooth and burr-free surface. The standards for internal polishing are very strict and deburring is prohibited.
In order to avoid this, it is necessary to properly prepare the tube. As the preparation of the tube constitutes an essential step, it must be carefully carried out prior to welding. If the cut was made with a cut with a pipe cutter, the perpendicularity will not be sufficient and the burr will be too large. Squaring is therefore strongly recommended in order to obtain a cut as straight as possible and burr-free. Even if the tube was cut with an orbital cutting machine, surface squaring is still recommended in order to obtain a perfectly smooth and burr-free surface. The standards for internal polishing are very strict and deburring is prohibited.
When the parts to be welded are very thin and of small diameters, access is limited, which will require a space-saving welding head. The principle which prevails for this head is to use a cassette for a perfect positioning of the elements to be welded.
This cassette will be placed on the parts to be welded. It can be fitted on to high purity tubes and fittings that are to be butt-welded. There are several cassettes available depending on the microfit tubes and fittings. These are flexible and can be easily modified and adapted to the corresponding sideplates. Plus, they are made of nickel-treated aluminum which ensures lightness and high electrical conductivity.
SXMF-17: AXXAIRs closed head for orbital microfit welding
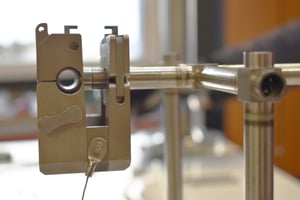
Specially designed for orbital TIG welding of small diameters, the microfit welding head AXXAIR SXMF-17 is a closed head, powered by an AXXAIR power supply of our latest range, the SAXX.
This closed head therefore features all the technical characteristics of the SAXX: digital control of two different gases, surveillance of the weld with an alarm system in place, automated calculation of welding parameters and the possibility to start the weld from a distance via remote control.
With the SXMF-17 head it is possible to weld tubes with diameters from 3 to 17mm or respectively from 1/8th to 5/8th of an inch, and with it being a closed head you can weld with optimal gas protection. With this head, the tubes and fittings are automatically centered perfectly and the concentric clamping collets prevent any deformation or scratching of the pieces.
In addition, the size and weight of this microfit machine is kept to a minimum to allow optimal welding of small diameter pipes and fittings. The welding torch, which is enclosed in a highly flexible and resistant protective casing, also facilitates the handling of the welding head.
Selecting the right cassettes and sideplates:
the different steps before welding
The welding can be done without prior tacking or centering which saves you a lot of time. Also, the weld head is compatible with all microfit fittings on the market.
The SXMF-17 is used for tasks involving noble, radioactive or otherwise dangerous gasses with pressures of up to 400 bars. It is also used for micro skids, the industry for semiconductors, for pharmaceuticals as well as in clean rooms. For all these applications, it complies with very specific standards such as ASME and NF EN ISO 13445 for high-pressure systems.
At AXXAIR, our three different types of sideplates allow you to be completely flexible with the assembly of the cassettes so that they fit your pieces perfectly. We offer standard sideplates, small sideplates as well as large sideplates that are specifically designed to fit microfit fittings. With this very compact cassette system that adapts perfectly to the different welding configurations, it is possible to weld with high precision and in areas of limited access.
The video below is a demonstration of our closed head SXMF-17 for microfit welding.
The welding starts with the assembly of the cassette. First of all, we will choose the proper sideplates to fit the elements that are to be welded. In our case, we are taking a large sideplate for a microfit fitting combined with a standard sideplate for a tube with a diameter of half an inch or respectively 12.7mm.
In a second step, we will choose the correct clamping jaws for the elements. Each sideplate from AXXAIR comes with a large range of clamping collets.
Then the elements are being placed into the cassette, the fitting is clamped into the collets (in this case the special 12mm microfit jaws) and the tube is placed into the cassette and will automatically be centered when the two sideplates are closed.
Now that the cassette is assembled, the electrode is positioned directly on the microfit head using the setup tool. Once the electrode is placed, it is positioned and fixated at the correct distance. We can now remove the setup tool and insert the head into the cassette to start the weld.
This machine is the most suitable solution for welding fittings and tubes of microfit diameters. The high precision of the weld, the adaptability and the time you can save make it an indispensable asset to your production.

