As a manufacturer and seller of orbital TIG welding equipment, our customers and prospects, as well as our distribution partners, often ask us this question:
Does a change in brand or model of orbital TIG welding equipment, automated or mechanized, warrant a new Welding Performance Qualification (PQR) test?
This is an essential question when you consider the cumbersome nature of all the steps that lead to obtaining a PQR, as well as the financial implications.
In this article, we will provide you with some answers to help you better understand what the standard governing Welding Performance Qualification (PQR) really involves.
1. What are WPS and PQR?
The WPS is the Welding Procedure Specification. It defines all the steps necessary to carry out a particular weld, according to several criteria:
- The type of assembly (sheet metal butt, tube butt, T-bar, etc...)
- Dimensions and thicknesses
- The welding method
- The welding position
- The filler material (if any)
- Type of current (AC, DC or pulsed)
- Pre-heating, inter-pass or post-heating temperatures
- Heat treatments
It is a very complete and precise description of the weld. Its purpose is to allow the repeatability of a weld once it has been validated for a given application.
The PQR is the Welding Performance Qualification, i. e. a report justifying the validity of a WPS for a given application.
Simply put, the WPS is the recipe, the PQR is the validation of that recipe.
Passing a PQR involves the visit of a welding inspector working on behalf of a Notified Body, during which the entire Welding Procedure Specification (WPS) is presented to him. Several samples are provided to the inspector and are then examined in the laboratory to be validated.
It is important to know that, depending on the certified Bodies, a PQR costs the customer from 782 to 1118 dollars depending on the tests carried out in the laboratory, plus the inspector's per diem, which comes up to about 838 dollars per day.
There are two levels of qualification: a generic and not very restrictive level 1, and a more restrictive level 2 requiring more testing. If the level not specified, the requirements of level 2 apply.
 Welding a titanium tube, using an AXXAIR orbital welding machine with closed head
Welding a titanium tube, using an AXXAIR orbital welding machine with closed head
2. What is the area of validity of a PQR?
This is the big question that some of our customers are asking, for instance a customer in the pharmaceutical sector who has 40 PQRs on his welding machine fleet and wants to upgrade: "If I have validated my PQRs on machines of a specific brand, do I have to re-test them if I change to a newer brand or model of a machine of the same brand?"
The answer is NO: according to the standard that governs PQR (namely EN ISO 15614-1 for arc and gas welding of steels, nickels and nickel alloys) the model, brand and type of equipment are not essential variables that justify a new qualification test.
Indeed, the elements defined in a PQR are numerous, among them are the type of assembly and welding, the type of base material, the thickness of the material, the welding positions etc. However, the brand or type designation of the equipment is not mentioned.
3. Are there any other details or limitations to the validity of a PQR?
Chapter 8 of the ISO 15614-1 standard is devoted to the areas of validity of PQR, and provides several clarifications:
- The PQR is the property of the company that implements it "where the manufacturer who performed the test retains full responsibility for all welding operations performed according to that procedure".
- A PQR is valid for one class of base material only.
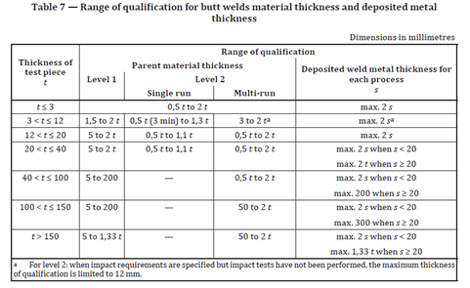
- The thickness of the material: all the thicknesses validated for a qualification are grouped in a table (see table 7 of the standard below).
- Regarding orbital welding, a diameter D validates all diameters greater than its half (validity range: ≥0.5D).
Example: a qualification for a diameter of 50.8mm validates diameters from 25.4mm to infinity (for level 2 only). - A PQR is valid for one welding method only. For orbital TIG, we will talk about method 141 (fusion with wire) or 142 (simple fusion)
- The welding position: PK position for orbital welding
- The type of assembly: for orbital welding we speak of butt welding and sometimes fillet welds, but this must be specified for the qualification.
- Chapter 8.5 dedicated specifically to the processes does not specify anything for the TIG process (process 14) about the necessity of a new qualification test when changing the manufacturer or the power supply, whereas it is specified in the case of process 13 (MIG/MAG).
- The welding gas is also considered an essential variable, any change of gas will require a new qualification test.
 Orbital TIG welding : SATFX - AXXAIR closed head range
Orbital TIG welding : SATFX - AXXAIR closed head range
To sum up: Why does this question arise when the standard is clear on this subject?
The standard is clear on the issue, especially on the variables considered essential and whose slightest change leads to the obligation of a new qualification test.
So where is the confusion coming from?
First of all, concerning method 13 (Arc welding with fusible electrode under gas shielding, i.e. MIG/MAG), chapter 8.5.2.3 mentions the case in which the name of the manufacturer of the power supply must be specified, but it is a very specific case: that of a level 2 qualification (the most demanding), for welding with control of the waveform:
"When a power supply with waveform control is used, the manufacturer of the power supply and the mode of waveform control shall be recorded in the PQR-Report along with all other pertinent information."
“Change from one manufacturer to another manufacturer of the power source or a change in the waveform control mode requires a new qualification test”
The next chapter on pulse welding, again for method 13, states that a change of manufacturer does not require a new qualification test. This is the only case where the question of a change of manufacturer is raised, but this could explain why there is a doubt about it, because orbital TIG welding, being part of method 14, is not concerned by this mention.
Orbital TIG welding : Open welding head (SATO) and AVC Oscillation module - AXXAIR
There is also confusion on the subject in relation to another essential question, which is currently being studied: the area of validity of Welding Operator Performance Qualification (WOPQ) and Welder Performance Qualification (WPQ) when changing the make or model of automated or mechanized welding equipment.
This question, which is on the table of several committees including the SNCT (the National Union of Boiler making, Piping, Sheet Metal and Industrial Maintenance in France), will be the subject of a new article, but it would be like asking if you had to retake your driver's license every time you changed the make or model of your vehicle.
This is a different topic, but it is confusing and adds vagueness to the topic of PQR validity, when one thing is clear:
A change in the make or model of welding equipment does not require a new Welding Performance Qualification test.

Sources: EN ISO 15614-1: Welding Procedure Specification and Qualification for Metallic Materials - Welding Procedure Qualification Test - Part 1: Arc and Gas Welding of Steel and Arc Welding of Nickel and Nickel Alloys.
