As the weld pool always tends to go down for reasons of gravity the welding position is an important issue. In orbital welding, the electrode turns around the tube at 360° … so every single position has to be considered.
Concerning orbital welding, the most common application is the tube-tube butt weld (BW). This kind of welding often represents up to 80 % of the welding applications. On the other hand, there are also tube-plate applications, especially for the manufacturing of heat exchangers. These welds can easily be carried out with the adapted welding heads. But as soon as you need to proceed to angle welding (FW), a higher grade of welding knowledge is required.
What are the different welding positions?
The welding positions are described in the European Standard EN ISO 6947 :2011. The main positions are indicated by letters. Here it is the position of the electrode turning around the tube that is concerned.

SYMBOLS OF THE WELDING POSITIONS:
- PA: flat position
- BP: horizontal vertical position
- PC: horizontal position
- PD: horizontal overhead position
- PE: overhead position
- PF: vertical up position
- PG: vertical down position
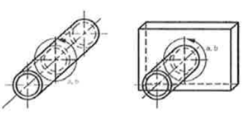
It is not enough simply to consider this configuration; you also have to consider the positioning of the workpiece. Whilst using orbital welding, we often work in PK angle position – see text below - for tube-tube or tube-plate welding.
PK : orbital tube position

And fillet welds in angle position?
In this case the two workpieces are in different positions. The first difficulty for fillet welds is the capacity to control the weld pool geometry in terms of wedding, especially if the wall thicknesses are different. You cannot proceed with an important weld pool if one of the pieces has a small wall thickness. Here it is the position of the electrode, which has an important role to play. Whilst programming the DMOS you will have to comply with this problem.
Compared to a simple tube-to-tube welding where about 12 parameters are controlled, you can find easily 15 parameters for fillet welds.
As you will have to work with filler material for fillet welds, the following parameters have to be considered: the type of the wire, the feeding speed of the wire and the angle of the electrode.
You will have to bear in mind, that, in case of fillet welds the surface that has to be heated is bigger than for a simple tube-tube weld. You will need a higher amperage that can easily achieve a surplus of 25%.
Our advice:
Il is most important to control the torch position and the filler wire in order to allow the shielding gas to reach easily the weld puddle.
Ideally the tip of the torch must be slightly narrowed and the length of the filler wire will have to be neither too long nor too short. If this wire is too long, the shielding gas cannot reach the welding puddle. In this case the welding seam will become irregular, as the welding pool does not penetrate the material because of insufficient heat.
The experience of the welder is of paramount importance when it comes to filler welding. This is why programming becomes a passion and a large number of welders are thrilled to handle this kind of application! Find out more about orbital TIG welding and its advantages in our free handbook!

