El gas protege del aire que rodea al baño de fusión y el metal transferido en el arco de soldadura.
Tras haber explicado en profundidad la función del gas en la soldadura TIG orbital, vamos a ver cuáles son los gases que se utilizan con mayor frecuencia.
Se emplean seis gases en soldadura, puros o mezclados
Argón, dióxido de carbono. helio, oxígeno, hidrógeno y nitrógeno.
#1 ARGÓN
Gas inerte monoatómico, pesado, neutro, incoloro e inodoro, presente en la composición del aire. Su densidad es ligeramente mayor que la del aire (d=1,6g/L). Es el gas que se emplea de manera más común en Europa.
Debido a su inercia química y su densidad, el argón es el más eficaz para la protección del baño de fusión y del electrodo. Es muy fácil de ionizar (16eV) y no tiene una variación excesiva de la tensión del arco.
#2 HELIO
Gas inerte monoatómico, neutro, incoloro, inodoro y más ligero que el aire (d= 0,166 g/L). Este gas es muy utilizado en los EE.UU. pero es caro en Europa.
El arco formado bajo el helio es más caliente que bajo el argón y proporciona mayor velocidad de soldeo, una mejora de la profundidad de penetración y una reducción del fenómeno de porosidad (tanto para aleaciones de aluminio como de cobre).
Este gas tiene, a pesar de todo esto, inconvenientes: es difícil de ionizar (25eV) y, debido a su baja densidad, es sensible a las corrientes de aire y a la convección térmica.
#3 HIDRÓGENO
Este gas reductor no se emplea nunca en estado puro: se asocia para formar un gas binario o ternario con el argón o el helio para la protección del anverso y con el nitrógeno para la protección del reverso (duplex, BN2).
El hidrógeno aumenta la tensión del arco y el aporte de calor y permite así un incremento de las velocidades de soldeo y los valores de penetración. Es ideal para el soldeo de una pasada pero requiere precaución con ciertos aceros sensibles a la fisuración y al frío. El empleo del hidrógeno en aceros martensíticos o ferríticos, aluminio y cobre debe evitarse porque genera soldaduras en los cordones de soldadura.
#4 NITRÓGENO
Este gas diatómico, perezoso, inodoro e incoloro está presente en el aire en una proporción de 4/5 aproximadamente. Este gas se utiliza, por lo general, en la protección del reverso debido a su bajo coste. Actúa también de manera positiva en la estructura de ciertos aceros (duplex, superduplex y BN2). Para soldaduras de aleaciones de cobre particulares, puede emplearse en la protección del anverso ya que es capaz de transferir una mayor cantidad de energía que el argón o el helio.
Pero su empleo principal es la protección del gas del reverso, en particular, por razones económicas. Este gas inestable puede generar una inestabilidad del arco y un deterioro acelerado del electrodo de tungsteno.
Tensión del arco según el gas empleado
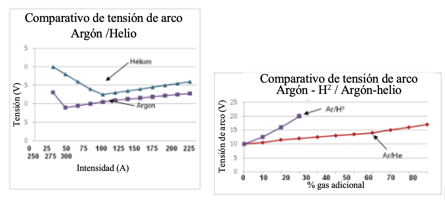
NOTA: El % de hidrógeno agregado al gas de protección de anverso (argón) se limita a un 5 %, hasta un 8 % máximo, para las operaciones de soldadura TIG orbital. Por encima del 8 %, existe riesgo de explosión. (subtítulo 2)
Mezclas de gases
Cada vez con mayor frecuencia, los proveedores ofrecen mezclas de gases
en variantes de argón e hidrógeno, argón, helio e hidrógeno, nitrógeno e hidrógeno y otras.
No olvide la información, consejos y documentos que pueden facilitarle los proveedores o fabricantes de gas.
Comparativos de gas
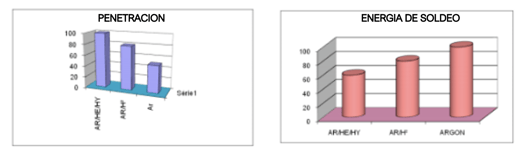
La naturaleza del gas influye directamente en los valores de penetración, la velocidad de soldeo o la energía térmica aportada a la pieza.
Los valores de los casos siguientes se dan a título indicativo. Este comparativo se ha realizado a partir de acero inoxidable de tipo 304L con una velocidad y una corriente de soldeo constantes.
La naturaleza del gas está ligada de manera directa al material que va a soldarse. Las mezclas de argón, hidrógeno y helio parecen tener todas las ventajas relativas a la productividad, pero no son universales como el argón o el helio y no pueden utilizarse en todos los materiales.
Comparativo de productividad según el gas empleado
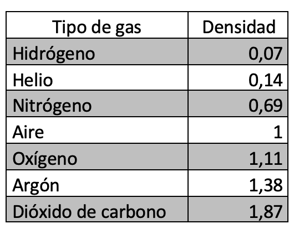
Importancia de la densidad relativa del gas con respecto al aire
Entre los gases utilizados, los gases pesados como el argón y el dióxido de carbono forman una capa que cubre por encima el baño de fusión. Por contra, el helio, el nitrógeno y el hidrógeno tienden a elevarse en remolinos en torno a la boquilla. Por este motivo, el caudal de helio debe ser mayor que el de argón.
Compatibilidad en gas de anverso
Las tablas siguientes presentan la compatibilidad de los gases empleados en soldadura TIG orbital en función de los metales que van a soldarse, así como las diferentes mezclas posibles como protección gaseosa.
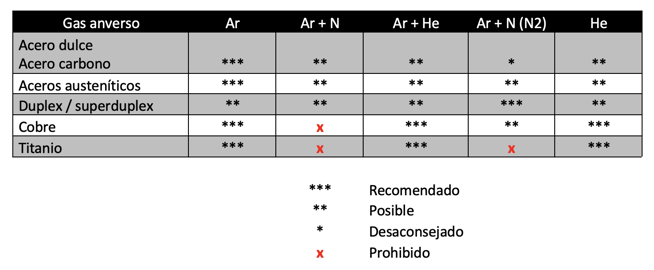
Diferentes mezclas empleadas como protección gaseosa
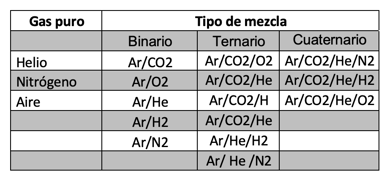
La norma EN 439 proporciona la horquilla de composición de los gases obtenidos por mezcla, teniendo en cuenta que cada proveedor tiene sus propias composiciones.
Conclusión:
Incluso en soldadura TIG orbital, un gas de protección apropiado permite a menudo mejorar aún más y de manera considerable la productividad.

